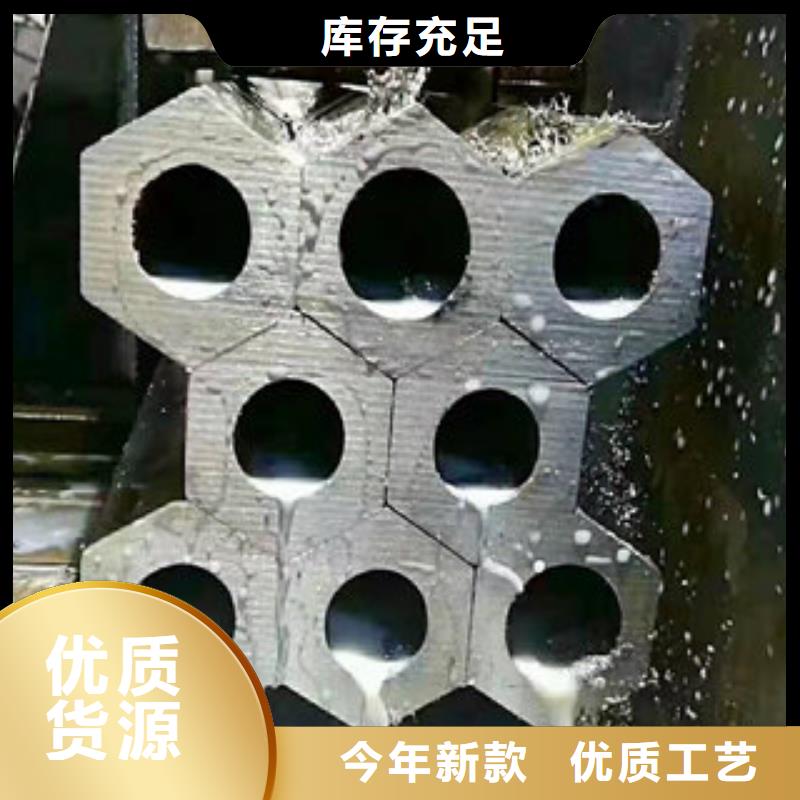
异型管优选厂家
更新时间:2025-09-02 03:40:24 ip归属地:哈尔滨,天气:多云转晴,温度:15-27 浏览:1次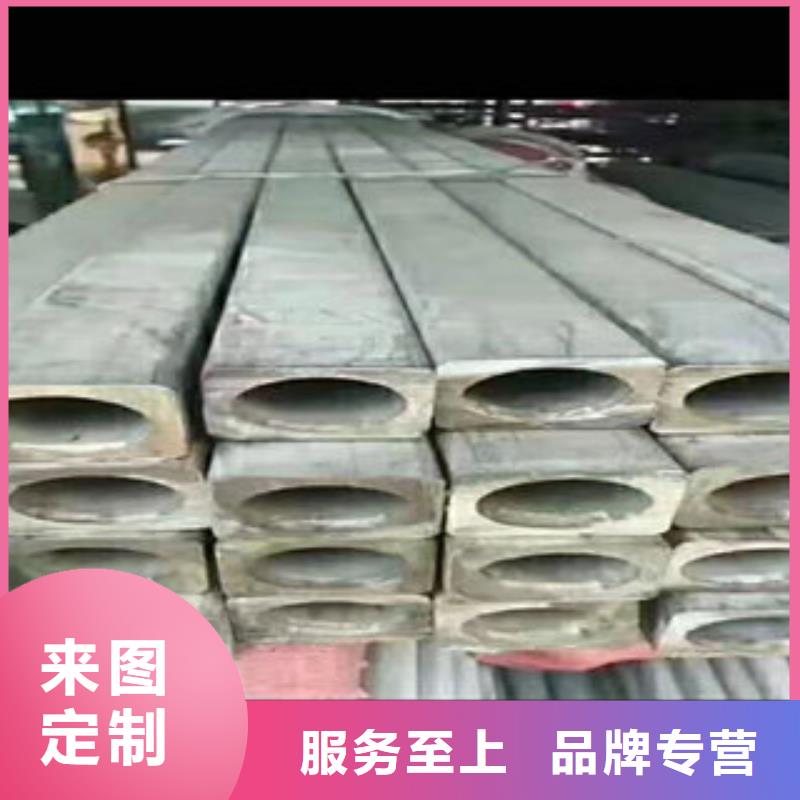


- 发布企业
- 福仕达金属材料(哈尔滨市尚志市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 15864906227
- 手机
- 15864906227
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 异型管供应范围覆盖黑龙江省、哈尔滨市、尚志市、道里区、南岗区、道外区、平房区、松北区、香坊区、呼兰区、阿城区、依兰县、方正县、宾县、巴彦县、木兰县、通河县、延寿县、双城区、五常市等区域。 |
哈尔滨尚志福仕达金属材料有限公司是一家集生产、加工、销售为一体的专业生产厂家。产品品种齐全,质量精良,部分产品包工包料。主要销往国内各大省市,深受客户的认可和信赖! 我公司主要产品有 球墨铸铁管,我公司员工团结奋进,以严谨的工作作风,依靠同行业中先进的技术设备、优良的产品质量、率的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。欢迎用户光临垂询,以对我们的产品有更进一步的了解,彼此互利,共创辉煌。 我公司秉承“以客户为中心,以低价好质量为基础,以更好服务为手段,以客户满意为目标”的经营理念,我们深信:每一个产品就是一条广告,并且我们以更优惠的价格、先进的技术设备、完善的售后服务来赢得用户的信任,

异型管生产时,(一)指挥天车要手势明确,由专人指挥。吊运轧辊挂钢丝绳时,不得将手指放在钢丝绳内侧。(二)调整异型管辊缝时,要注意四点:1.操作中要相互确认;2.所用铁棒必须规范;3.不允许到传动侧及轧机入口侧测量辊缝或轧软线;4.严禁戴手套轧软线。(三)由于根据工作需要而暂移开地面盖板后,要有明显而牢固的标志和护拦,工作完成之后应立即将盖板复位, 不允许长期敞口生产。(四)剪机供电时,禁止靠近。检修异型管生产设备前要确认电源、液压是否在停止状态。(五)动态检查轧机、翻钢机、液压剪时,一定要做到检查人员与操作人员密切配合。远离传动部位,更不得将身体探到轧线内。(六)在换辊、槽过程中,要严格按工艺规程操作。

一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。
提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。
停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。


焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


