公司新闻
护栏口碑
更新时间: 2025-09-04 09:11:08 ip归属地:菏泽,天气:小雨转阴,温度:20-30 浏览:1次
以下是:菏泽市郓城县护栏口碑的产品参数
【盛联】业务覆盖多领域场景,主营鄄城不锈钢复合管产品实拍、单县不锈钢复合管厂家直销售后完善、曹县不锈钢复合管好产品好服务、东明不锈钢复合管供应商等产品服务。护栏口碑,盛联管业(菏泽市郓城县分公司)为您提供护栏口碑,联系人:张经理,电话:【15864395945】、【18954482233】。 山东省,菏泽市,郓城县 隋开皇十年(590年)于万安县置郓州。开皇十八年(598年)改万安县为郓城县,而郓之名复见于世。民国二十八年(1939年)建立郓城抗日县政府。2010年,撤销郓城镇,设立郓州、唐塔街道。县政府驻郓州街道,今迁唐塔街道盘沟路30号。郓城县有京九铁路纵贯全境,设有两个客货站;日东高速、济菏高速、德商高速公路在城境内交汇。
想要直观了解护栏口碑产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
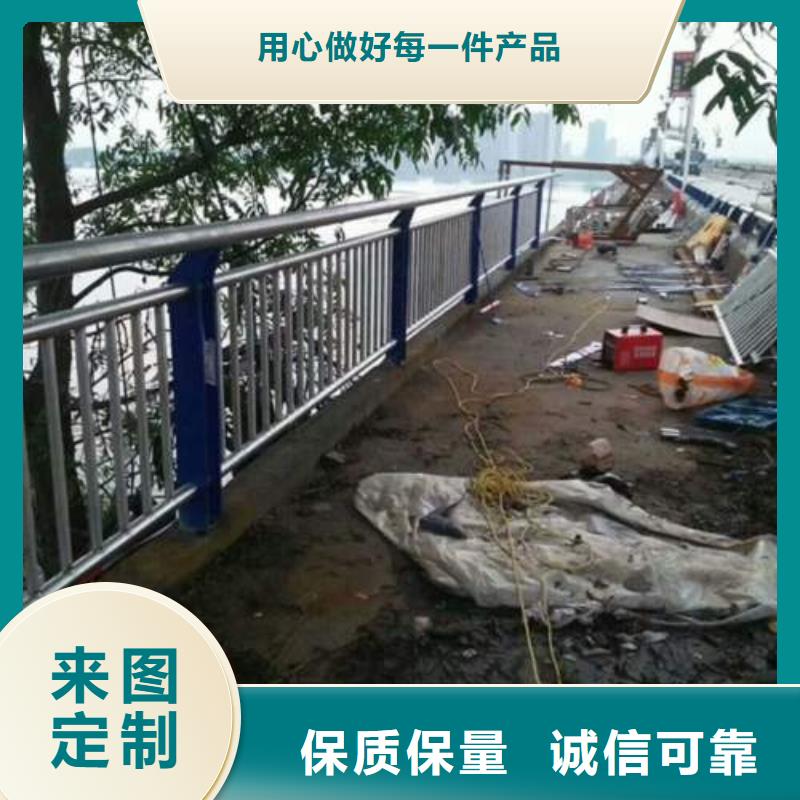
以下是:菏泽郓城护栏口碑的图文介绍

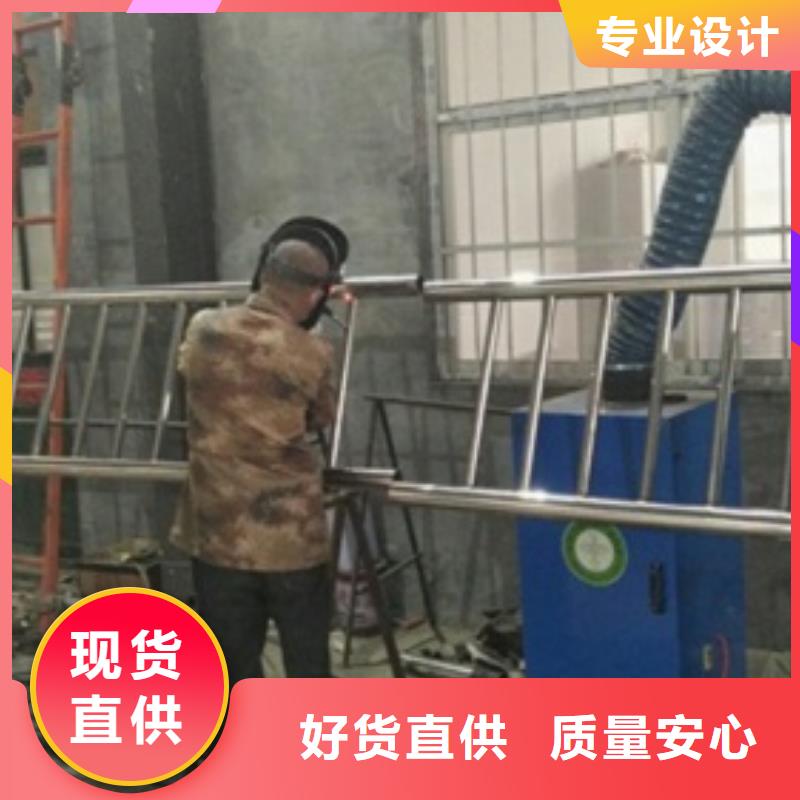
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。

内衬不锈钢复合钢管中的外层钢管是采用按GB/T3091-2001低压流体保送用焊接钢管消费的焊接钢管、或按GB/T8163-1999保送流体用无缝钢管消费的无缝钢管、或按SY/T5037-2000消费的螺旋缝埋弧焊钢管消费的螺旋缝焊管。保送石油自然气的内衬不锈钢复合钢管的外层钢管,是按GB/T9711-1997石油自然气保送钢管交货技术条件中止消费的。
焊接钢管或无缝钢管的抗拉强度都不小于335MPa,伸长率不小于15%,保送自然气和石油的内衬不锈钢复合钢管的外层钢管伸长率抵达25%,钢管都经过0MPa以上的水压实验,并经过规则的弯曲实验或压扁实验。按GB9711消费的输气、输油钢管,还要中止断裂韧性实验、金相检验、拉伸实验和较度的耐压实验。
在外层钢管内复合不锈钢管后使总壁厚,强度,不只可用于民用输水、输气,并可用于保送用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度牢靠性。焊接内衬不锈钢复合钢管之间能够采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接钢管或无缝钢管的抗拉强度都不小于335MPa,伸长率不小于15%,保送自然气和石油的内衬不锈钢复合钢管的外层钢管伸长率抵达25%,钢管都经过0MPa以上的水压实验,并经过规则的弯曲实验或压扁实验。按GB9711消费的输气、输油钢管,还要中止断裂韧性实验、金相检验、拉伸实验和较度的耐压实验。
在外层钢管内复合不锈钢管后使总壁厚,强度,不只可用于民用输水、输气,并可用于保送用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度牢靠性。焊接内衬不锈钢复合钢管之间能够采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。


焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
螺纹衔接DN15-DN100输水钢管和管件之间衔接采用GB7306用螺纹密封的管螺纹规则的管螺纹,管螺纹联接面是牙形穿插的螺纹,机械加工时产生的公差在螺纹拧紧过消逝,当扳手力臂长200毫米时,管螺纹拧一圈,手掌628毫米,管体才行进了一个螺距309毫米,相差272倍,管体的拧紧力为力的272倍,庞大的拧紧力确保管獭?不锈钢螺纹管。
内衬不锈钢复合钢管的接头密封是双层密封,外层是管螺纹密封,内层是特殊构造的硅橡胶密封圈密封,确保了管道密封的牢靠性。也可在台肩式可锻铸管件外镀覆HA合金镀层,其耐腐蚀性能抵达不锈钢的耐腐蚀性能。合金镀层HA钢管及管件城镇树立行业正在报批中。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
螺纹衔接DN15-DN100输水钢管和管件之间衔接采用GB7306用螺纹密封的管螺纹规则的管螺纹,管螺纹联接面是牙形穿插的螺纹,机械加工时产生的公差在螺纹拧紧过消逝,当扳手力臂长200毫米时,管螺纹拧一圈,手掌628毫米,管体才行进了一个螺距309毫米,相差272倍,管体的拧紧力为力的272倍,庞大的拧紧力确保管獭?不锈钢螺纹管。
内衬不锈钢复合钢管的接头密封是双层密封,外层是管螺纹密封,内层是特殊构造的硅橡胶密封圈密封,确保了管道密封的牢靠性。也可在台肩式可锻铸管件外镀覆HA合金镀层,其耐腐蚀性能抵达不锈钢的耐腐蚀性能。合金镀层HA钢管及管件城镇树立行业正在报批中。



始终恪守“诚信为本,客户至上”的经营理念。愿以客户的要求为我们的工作起点,与时俱进,锐意进取。用人性化的设计和优良的 不锈钢复合管产品质量回报广大客户的选择和信任。 菏泽郓城盛联管业有限公司是一支有着凝聚力,工作配合默契的团队,凭借雄厚的技术力量,先进的工艺装备和可靠的 不锈钢复合管产品质量,优良的企业文化,不断的拓展市场,引进国际先进的自动化生产设备,扩大企业的生产规模,使 不锈钢复合管产品走出亚洲,力求打造世界知名品牌!


护栏口碑,盛联管业(菏泽市郓城县分公司)为您提供护栏口碑产品案例,联系人:张经理,电话:【15864395945】、【18954482233】。
其他新闻
- 无缝方管厂家直供 2025-09-04
- 天沟厂家值得信赖 2025-09-04
- 水下电焊备货充足 2025-09-04
- 工字钢原厂定做 2025-09-04
- 优惠的快速接头实力厂家 2025-09-04
- 不锈钢复合管护栏图文介绍 2025-09-04
- 发电机出租-厂家 2025-09-04
- 板厂家批发 2025-09-04
- 无花果苗-复购率高 2025-09-04
- 不锈钢、不锈钢厂家 2025-09-04
- 角钢厂家热线 2025-09-04
- 不锈钢带厂家-货到付款 2025-09-04
- 【图】不锈钢复合管价格 2025-09-04
- 伸缩楼梯-来电洽谈 2025-09-04
- 护栏口碑 2025-09-04
产品分类
产品








联系方式