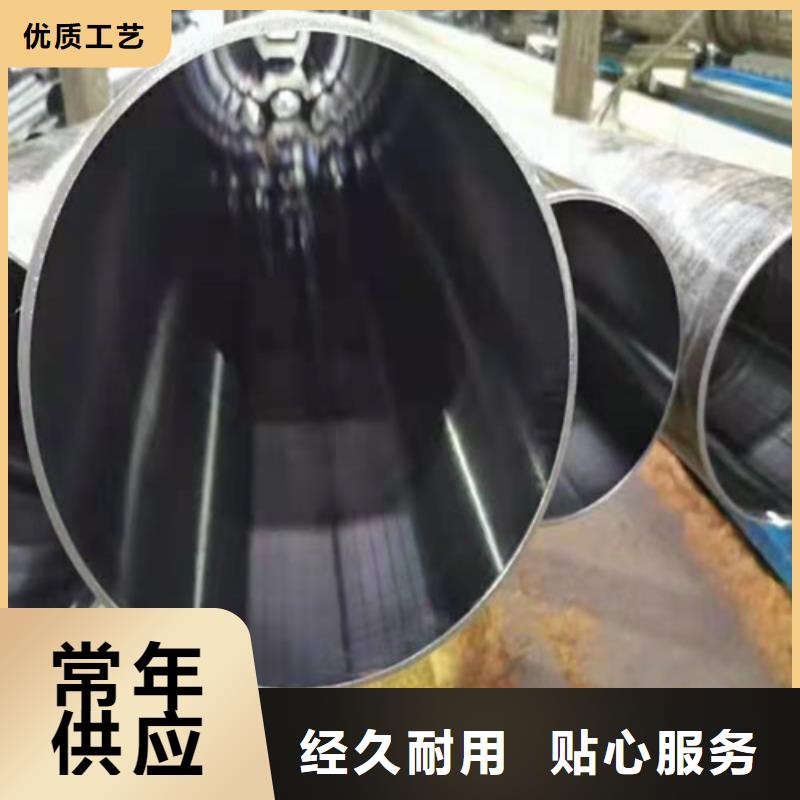
供应绗磨管绗磨管批发
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 供应绗磨管绗磨管批发供应范围覆盖江苏省、南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 天宁区、钟楼区、戚墅堰区、新北区、武进区、溧阳市、金坛区等区域。 |


珩磨管 3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



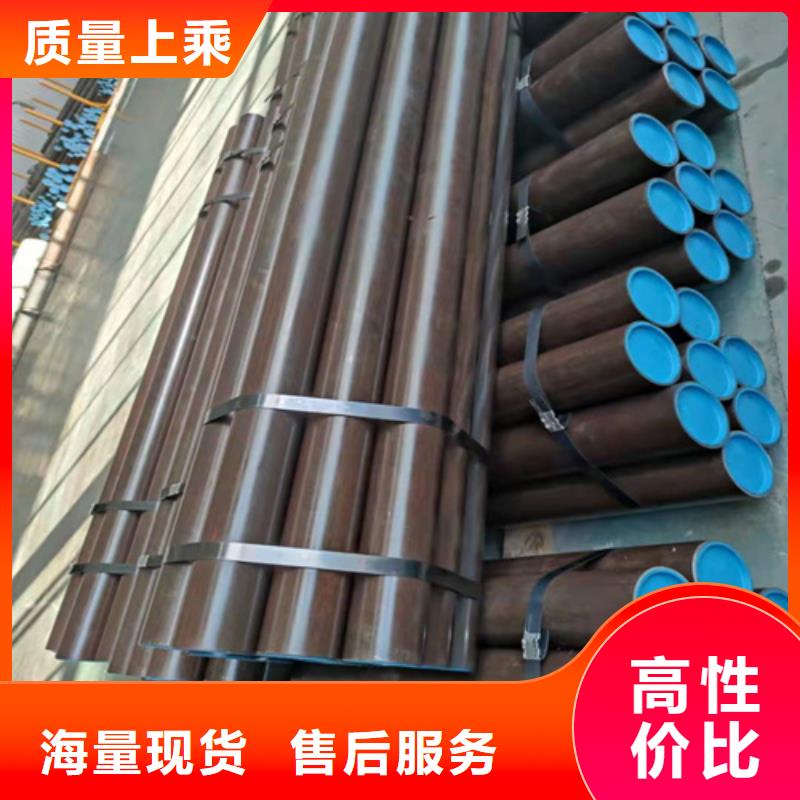
1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。
2、提高工件表面粗糙度,采用滚压加工效果好。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。


江苏常州九冶管业有限公司技术力量雄厚,安装团队实力强大,目前拥有 绗磨管项目部6个,专业施工人员70余人,中、专业人员10余人,一般技术人员及营销人员30余人。公司还有一支的售后服务队伍.
公司将本着诚实守信、质量、服务、服务于 绗磨管事业的原则,与海内外客户广泛合作,携手共创 绗磨管事业的美好明天。



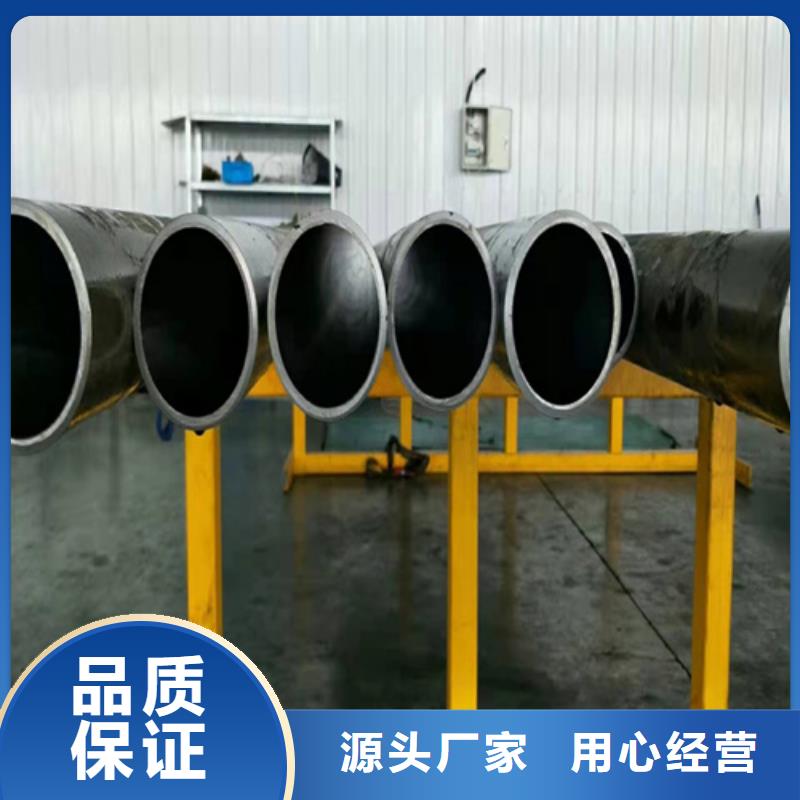
珩磨管配件的设计原理珩磨管的设计和配件是非常复杂的,今天我们大家就来简单了解一下吧。 珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。
珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。其次珩磨管的铺设排列和走向必须整齐一致,层次也需要分明,如果系统中同时存在平行和交叉的珩磨管,一定要注意它们之间的间隙大小。
另外,配置的珩磨管还要具备良好的性能,比如刚性、抗振动能力等等,为了增强其布管的稳定性,还需要配置相应的支架和管夹,避免在使用过程中发生位移。珩磨管的实用性如何。
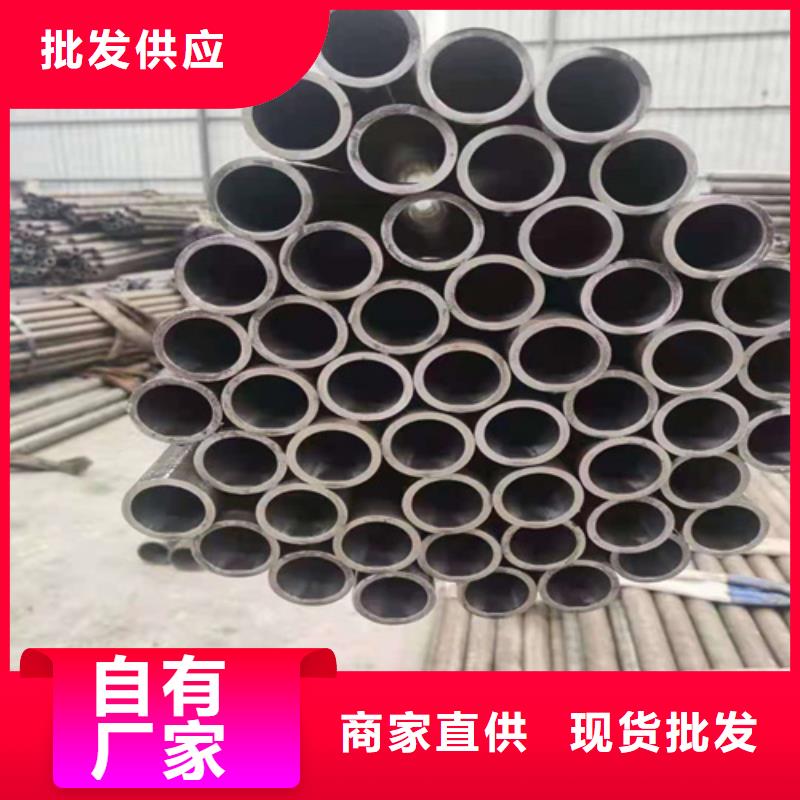
珩磨管的工作其实说简单点就是为了减少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎样工作的,下面我们就简单的来了解一下珩磨管是怎样工作的吧。


有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。 系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素



- 供应铸铁型材_品牌厂家 2025-08-31
- 槽钢-热销 2025-08-31
- 信誉好的方管生产厂家 2025-08-31
- 性价比高的不锈钢板生产厂家 2025-08-31
- 不锈钢复合管栏杆厂家数十年行业经验 2025-08-31
- 不锈钢护栏厂家批发供应 2025-08-31
- 不锈钢复合管-可送货上门 2025-08-31
- 工字钢-高质量工字钢 2025-08-31
- 厂家供应不锈钢碳素钢复合管护栏 2025-08-31
- 供应批发H型钢厂家 2025-08-31
- 无缝方管可零售 2025-08-31
- 政管道清淤-市政管道清淤值得信赖 2025-08-31
- 供应批发精密管厂家 2025-08-31
- 优质灵芝菌种的生产厂家 2025-08-31
- 树莓苗厂家行业口碑好 2025-08-31
产品

联系方式
