公司新闻
绗磨管制作公司
更新时间: 2025-09-02 21:50:56 ip归属地:安阳,天气:阴,温度:21-31 浏览:1次
以下是:安阳市内黄县绗磨管制作公司的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管制作公司供应范围覆盖河南省、安阳市、内黄县、文峰区、北关区、殷都区、龙安区、汤阴县、滑县、林州市等区域。 |
【九冶】为客户提供多样化产品,包括龙安绗磨管质检严格、殷都绗磨管源头实体厂商、滑县绗磨管价格实惠工厂直供、林州绗磨管实拍品质保障等,适配多元场景需求。绗磨管制作公司,九冶管业(安阳市内黄县分公司)为您提供绗磨管制作公司产品案例,联系人:李经理,电话:【17706353138】、【17706353138】。 河南省,安阳市,内黄县 2020年,内黄县完成生产总值184.2亿元,增长2.1%;一般公共预算收入10.8亿元,增长5.7%;固定资产投资增长0.6%;规模以上工业增加值增长-6.4%;居民人均可支配收入16920元,增长4.5%。
想要了解绗磨管制作公司产品的魅力?视频为你揭晓答案!
以下是:安阳内黄绗磨管制作公司的图文介绍


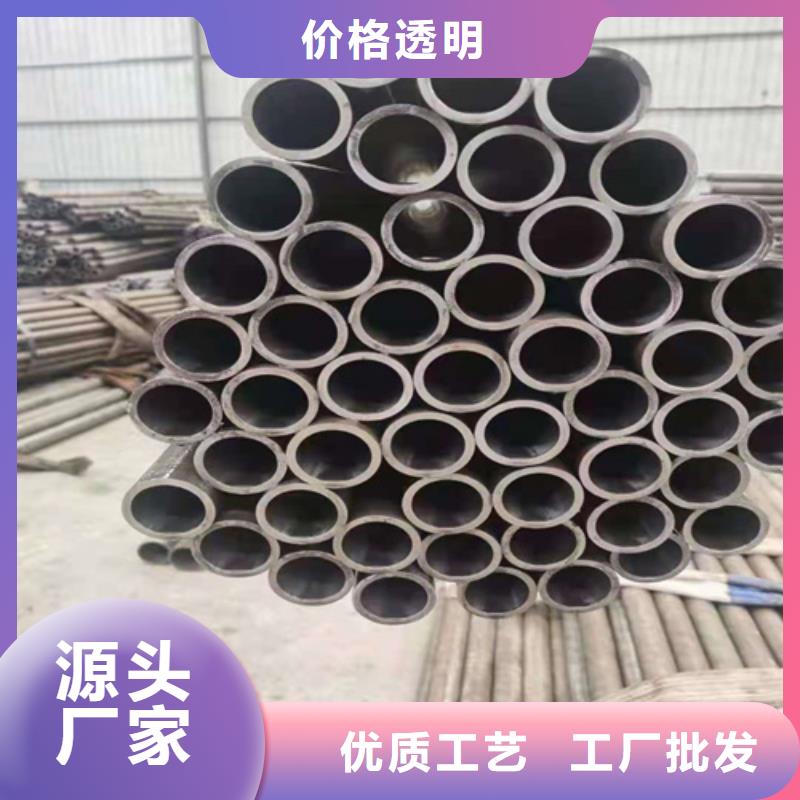
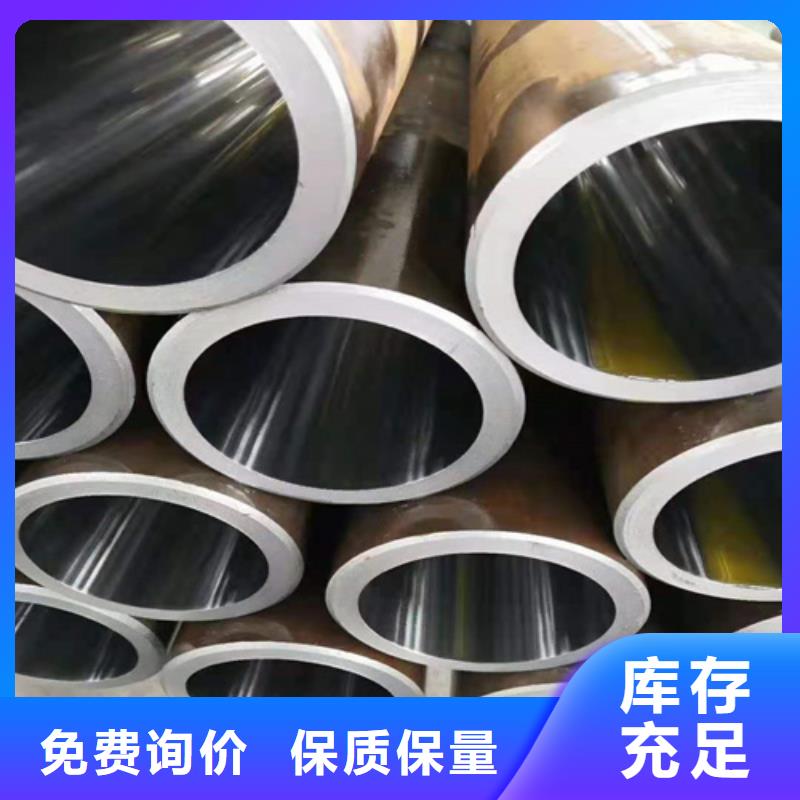
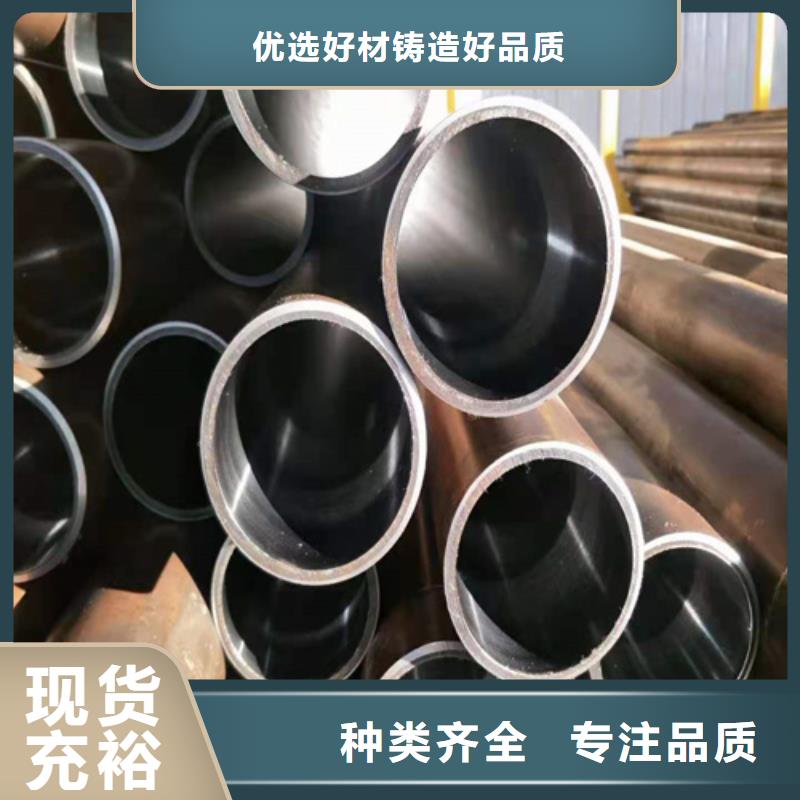
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要



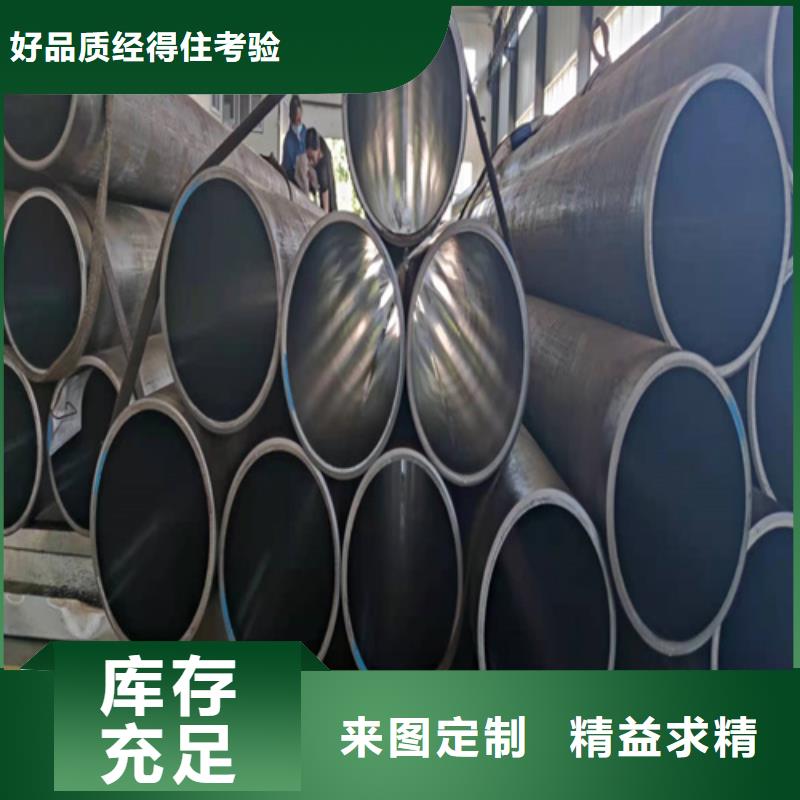
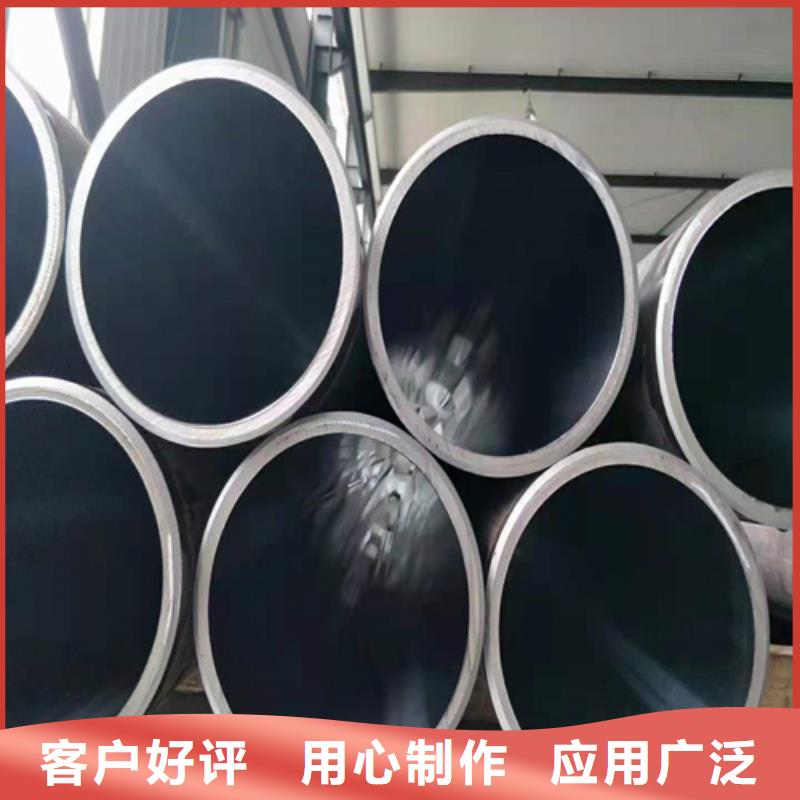
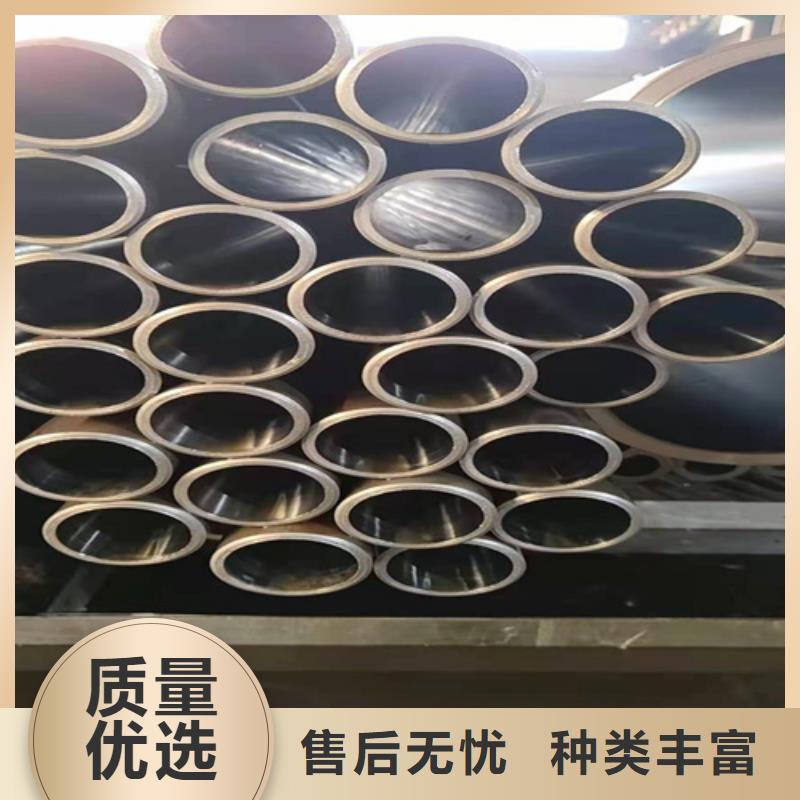
45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。


安阳内黄九冶管业有限公司始终秉承“一言九鼎,重如泰山的经营理念,以“求新、开拓、合作、共赢为企业价值观,以“忠诚、团结、自强、自律为员工价值观,志存高远、脚踏实地,为了成为技术过硬的 绗磨管制造商而砥砺奋进!




3.珩磨管操作
(1)检查珩磨机的润滑部位,特别是变速箱高精度珩磨管,是否润滑到位。如果没有润滑的话,那么应及时进行润滑,以免影响到机器的正常运行。
(2)冷却液是否清洁干净,是否有杂质,以及量是否充足。对冷却液来讲,也要定期进行清理或者更换,以免受到污染。
(3)机器开动后,要先空运转一段时间,以便能够排出液压管路中的空气。
(4)对机器的各个部分,要进行检查,能否正常工作。
(5)液压油的油温,**不能超过60摄氏度,否则应采取降温措施进行降温。如果不行的话,那么应停止工作。
珩磨管的实用性如何。
(1)检查珩磨机的润滑部位,特别是变速箱高精度珩磨管,是否润滑到位。如果没有润滑的话,那么应及时进行润滑,以免影响到机器的正常运行。
(2)冷却液是否清洁干净,是否有杂质,以及量是否充足。对冷却液来讲,也要定期进行清理或者更换,以免受到污染。
(3)机器开动后,要先空运转一段时间,以便能够排出液压管路中的空气。
(4)对机器的各个部分,要进行检查,能否正常工作。
(5)液压油的油温,**不能超过60摄氏度,否则应采取降温措施进行降温。如果不行的话,那么应停止工作。
珩磨管的实用性如何。


在安阳市内黄县采购绗磨管制作公司请认准九冶管业(安阳市内黄县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【17706353138】)。
产品

其他新闻
- 优质绳钜机库存充足 2025-09-02
- 发货及时的角钢生产厂家 2025-09-02
- 马鞭草好品质看的见 2025-09-02
- 价格合理的通风天窗1公司 2025-09-02
- 不锈钢碳素钢复合管护栏标准 2025-09-02
- 注重塑料托盘质量的生产厂家 2025-09-02
- 洒水车-来电订购 2025-09-02
- 栈桥钢丝绳栏杆厂家 2025-09-02
- 珩磨管、珩磨管厂家 2025-09-02
- 伸缩楼梯、伸缩楼梯生产厂家-价格合理 2025-09-02
- 枕式包装机厂家匠心品质 2025-09-02
- 无缝钢管厂家找庆泽金属材料有限公司 2025-09-02
- 优惠的不锈钢复合管供应商 2025-09-02
- 无缝钢管长期有效 2025-09-02
- 无缝管市场行情 2025-09-02
联系方式
