您当前的位置:商助贸易宝 » 南溪商助贸易宝 »南溪产品 » 珩磨管源头厂家本地报价更优惠
珩磨管源头厂家本地报价更优惠
更新时间:2025-09-03 15:25:02 ip归属地:宜宾,天气:阴转小雨,温度:24-33 浏览:1次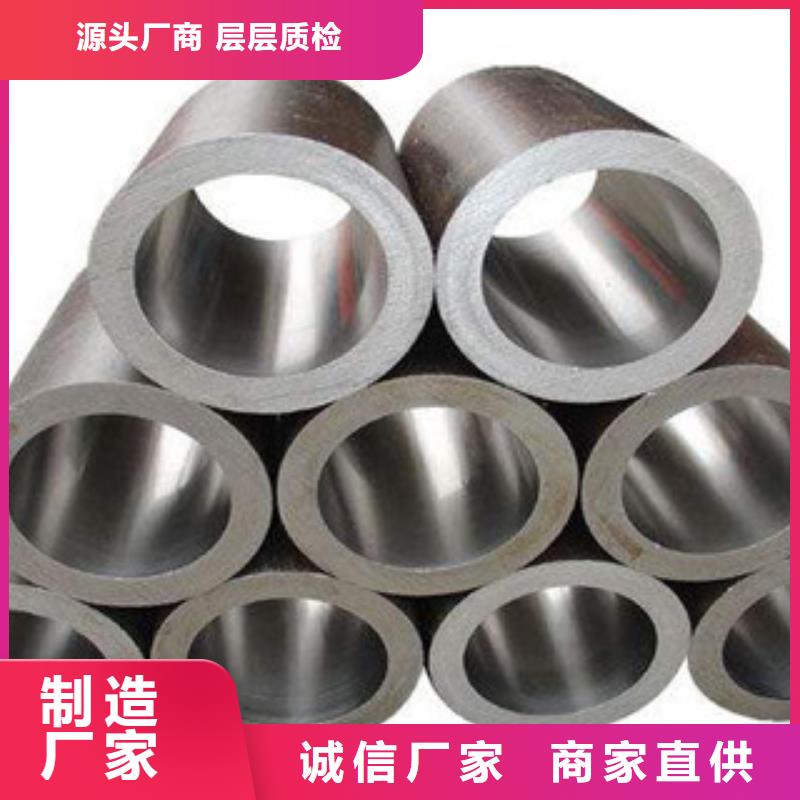
- 发布企业
- 九冶管业(宜宾市南溪区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 15192183985
- 手机
- 15192183985
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:宜宾市南溪区珩磨管源头厂家本地报价更优惠的产品参数
【九冶】业务覆盖多领域场景,主营江安精密管合作共赢、筠连精密管产地厂家直销、翠屏精密管规格齐全、高县精密管我们更专业等产品服务。珩磨管源头厂家本地报价更优惠,九冶管业(宜宾市南溪区分公司)为您提供珩磨管源头厂家本地报价更优惠产品案例,联系人:李经理,电话:【15192183985】、【15192183985】。 四川省,宜宾市,南溪区 南溪区,隶属四川省宜宾市,是宜宾市市辖区之一,位于四川省南部,东邻江安县,西接翠屏区,南靠长宁县,北连富顺县,总面积704平方千米。2021年,南溪区户籍总人口41.30万人,常住人口33.7万人。截至2021年10月,南溪区下辖3个街道、8个镇。南溪区人民政府驻南溪街道政通路8号。
不容错过的珩磨管源头厂家本地报价更优惠视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:宜宾南溪珩磨管源头厂家本地报价更优惠的图文介绍
宜宾南溪九冶管业有限公司具有雄厚的技术力量和产品开发能力、先进的生产设备、成熟的生产工艺以及完善的质量保证体系。公司主营产品 精密管。我们将本着“合理的方案、优质的产品、实惠的价格、完善的售前售后服务”的经营方针,不断为新老客户提供、完善的服务。


珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。
珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。
抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。
抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。


宜宾南溪九冶管业有限公司以高科技为先导、以吸收国外技术为基础,以改进创新为发展动力,以加工制造为根本,并依托科研院校,加大 精密管科研成果转化力度,结合严谨、求实、富有钻研精神的人才队伍,开发并推出多项具有竞争力的 精密管产品,逐渐取得行业技术优先。



怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理
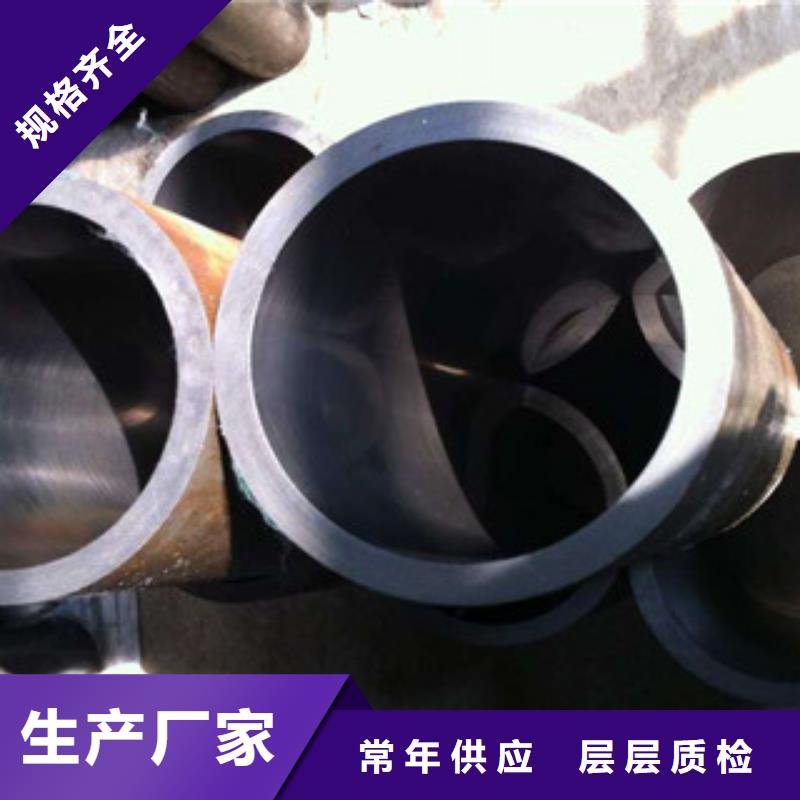
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。


由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。
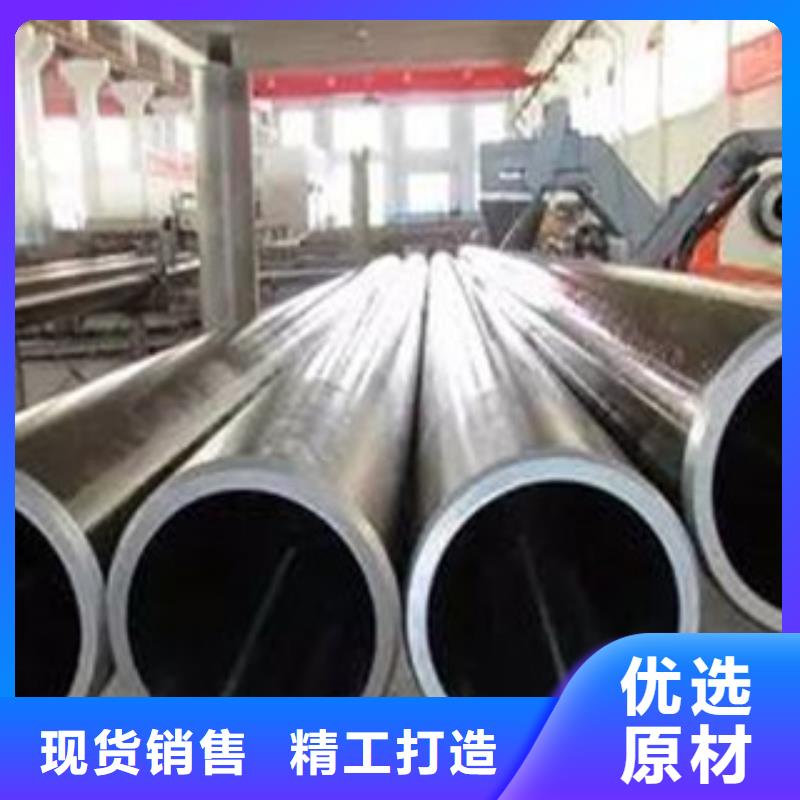
绗磨管加工工艺原理
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。



珩磨管源头厂家本地报价更优惠_九冶管业(宜宾市南溪区分公司),固定电话:【15192183985】,移动电话:【15192183985】,联系人:李经理,经济技术开发区汇通物流园。