不锈钢复合管生产、运输、安装
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 不锈钢复合管生产、运输、安装供应范围覆盖福建省、福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 蕉城区、霞浦县、古田县、屏南县、寿宁县、周宁县、柘荣县、福安市、福鼎市等区域。 |

不锈钢管的介绍与用途:
不锈钢钢管是一种中空的长条圆形钢材,主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。也常用作生产各种常规武器、枪管、炮弹等。
碳钢的介绍与用途:
碳钢也叫碳素钢,力学性能取决于钢中的碳含量,而一般不添加大量的合金元素的钢,有时也称为普碳钢或碳素钢。含碳量WC小于2%的铁碳合金。碳钢除含碳外一般还含有少量的硅、锰、硫、磷 按用途可以把碳钢分为碳素结构钢、碳素工具钢和易切削结构钢三类。碳素结构钢又分为建筑结构钢和机器制造结构钢两种 按含碳量可以把碳钢分为低碳钢(WC ≤ 0.25%),中碳钢(WC0.25%——0.6%)和高碳钢(WC>0。6%) 按磷、硫含量可以把碳素钢分为普通碳素钢(含磷、硫较高)、优质碳素钢(含磷、硫较低)和高级优质钢(含磷、硫更低) 一般碳钢中含碳量较高则硬度越高,强度也越高,但塑性较低。碳素钢的耐腐蚀性 和耐磨性普遍不好 所以一般都是用来做结构件,不适合做接触件,比如轴承等。一般用碳素钢,容易采购,成本低,制造工艺简单。
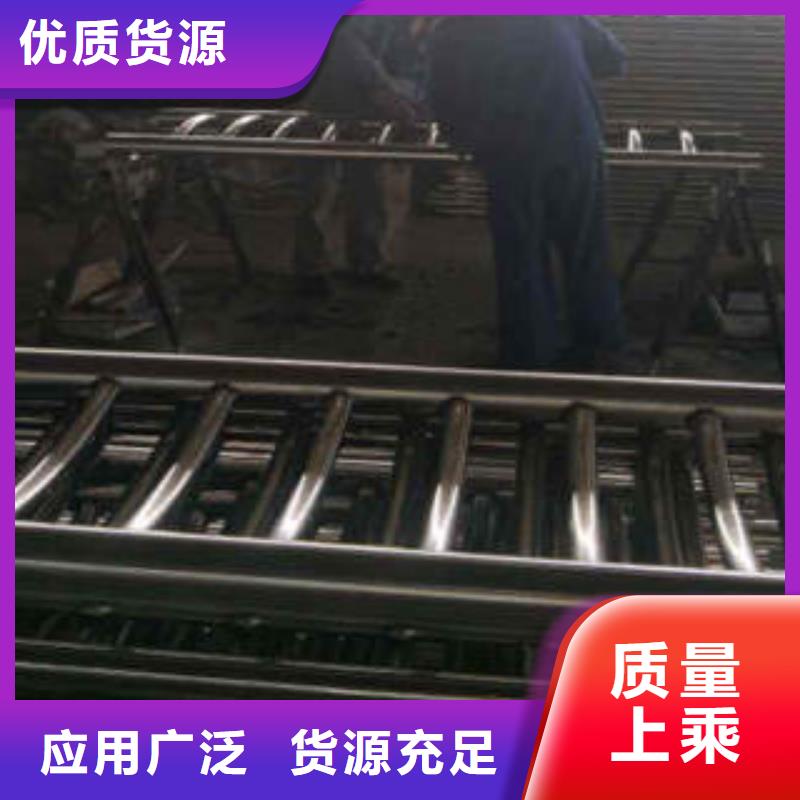
不锈钢复合管的介绍与用途:
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合节能及普及的原则。不锈钢复合管于2002年标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。


为什么要对不锈钢焊管进行固溶处理?
在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?
不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。其作用有以下3点:
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。
加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。
经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。
对于强腐蚀、高磨损、高工作压力环境下使用的流体管道,通常采用高品质的不锈钢或高合金含量的无缝钢管,这类管材由于大量添加合金元素,其价格是一般普通无缝钢管的几倍或几十倍。多年来,管材用户和生产商一直在努力寻求通过不同金属的复合,从而获得一种既能满足苛刻的使用环境,又价廉物美的高性能复合管材。
复合管的粉末冶金法:在碳钢或类似材料制成的母管与金属薄壁管之间加入粉末充填层,管子两端分别用底板密封。在预定的温度下加热,再热挤压成复合钢管。用酸洗方法去掉底板和金属薄壁管。根据不同的用途,复合层可为外层或内层。


福建宁德茂硕钢铁 有限公司自主研发的 不锈钢碳素钢复合管护栏厂家产品拥有多项项专利,产品质量稳定、配套材料齐全,已在多个领域广泛应用,在市场上享有较高的美誉度。


焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



- 采购复合管桥梁护栏必看-高性价比 2025-08-31
- 景观护栏厂家-更专业 2025-08-31
- 优质的防腐钢管厂家 2025-08-31
- 钢管厂家,直销 2025-08-31
- 2025厂家直销##槽钢##价格合理 2025-08-31
- NM360耐磨板-踏踏实实做产品 2025-08-31
- H型钢可定制厂家 2025-08-31
- 201不锈钢复合管护栏正规实体厂家 2025-08-31
- 电缆厂家-性价比高 2025-08-31
- 无缝方管直销厂家 2025-08-31
- 供应批发无缝钢管-优质 2025-08-31
- 弯供机-欢迎来电洽谈 2025-08-31
- 快速接头厂商 2025-08-31
- 可定制的落水系统供货商 2025-08-31
- 不锈钢复合管护栏实力厂商 2025-08-31
产品








联系方式
