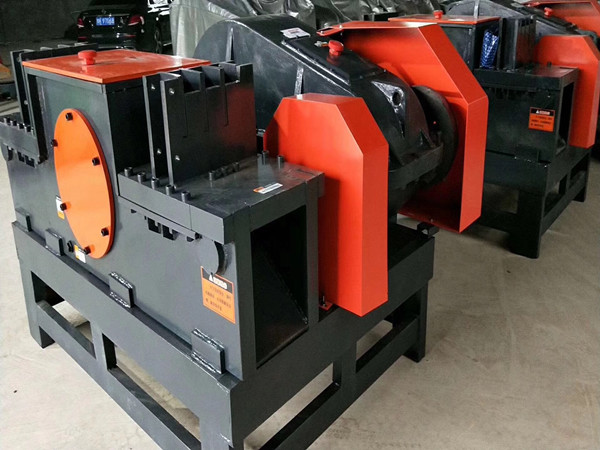
滚丝机规格全可满足不同需求
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机规格全可满足不同需求供应范围覆盖浙江省 衢州市 开化县、柯城区、衢江区、常山县、龙游县、江山市等区域。 |


滚压加工螺纹的综合机械性能优于切削加工螺纹,其强度高、硬度高、组织严密、耐腐蚀、节约材料、生产率高。ZB28系列滚丝机是目前国内广泛应用的专用外螺纹滚压机床。本文针对ZB28-6.3型滚丝机设备常见的故障现象、原因及应对措施进行了分析探讨。
1 液压系统噪声大及活动主轴座进退速度缓慢
在使用一段时间后,特别是在环境温度较低的情况下,滚丝机常出现以下异常情况:液压系统噪声大大增加;活动主轴座进退速度明显低于正常速度;进给速度调节阀旋钮调节失灵;液压油箱内的液压油中充满细小气泡;压力表指针振动。
ZB28系列滚丝机活动主轴座进退由液压系统实现,油泵的吸油回路简化示意图见图1。出现上述故障的原因是发生了油泵气蚀现象,主要有以下3方面原因:①该油泵吸油管路中包含一个90°直角弯头,而且由于直角弯头内孔孔径尺寸较小,无疑会大大增加油泵的吸油阻力,该结构形式本身就容易产生气蚀现象;②长期使用后,油箱内机油杂质含量增加,大量聚集在吸油滤油器上,堵塞滤油器;③环境温度较低,机油黏度增大,流动性变差,加大了油泵的吸油阻力。
另外,还应定期更换新液压油或定期用专用过滤机对油箱内的液压油进行彻底的过滤,并彻底清洗吸油滤油器或更换油缸内活塞密封;可选用低温流动性更好的液压油。采取上述针对性措施后故障排除。
2 滚压螺纹出现乱扣或畸变
ZB28系列滚丝机活动主轴是由活动轴座的运动来实现其前进后退功能的。在活动主轴座底部的燕尾导轨中有一调整燕尾导轨间隙的斜铁,出现滚压螺纹畸变或乱扣的原因是调整斜铁用的紧固螺钉松动,导致燕尾导轨间隙过大;或者使用时间较长,由于磨损而导致燕尾导轨间隙过大。适当调整紧固螺钉,使燕尾导轨间隙合适可此故障。
3 浮动主轴出现窜轴故障
为保证正常的滚压加工,其固定主轴在结构设计上是一根浮动轴,主轴在两个弹簧一定的预应力作用下实现前后微动,即该轴滚压加工中可以在工作需要时向前或向后自动微量移动一定的距离,并且在工件滚压完成后又能自动复位,这属于正常情况。所谓的窜轴故障是指不正常的前后移动或超距离的前后移动,这必然会造成被滚压工件螺纹乱扣,工件报废,甚至造成滚丝轮损坏报废。固定主轴实现浮动功能的局部结构简图见图3。出现窜轴故障的主要原因如下:
(1)该机蜗轮直接安装在固定主轴上,传动路线是:蜗杆→蜗轮→主轴→滚丝轮。正常情况下,蜗轮齿面上的作用力必然要产生一个轴向分力,此轴向分力就有使主轴产生轴向移动的趋势,而且该分力也会使蜗轮产生向一侧倾斜的作用。在长期使用中,往往会由于各种因素导致蜗轮一端磨损较重,而另一端磨损较轻,形成不均衡的磨损状态,造成蜗轮弧面磨偏。磨偏后,工作中由于受力后蜗轮产生的轴向分力会越来越大,当其大到一定程度时终导致主轴发生窜轴故障,因此可更换新蜗轮并尽量减小蜗轮与主轴的配合间隙。



衢州开化禁用位于禁用,地理位置优越,交通十分便捷。主要生产[城市禁用]等产品。凭借雄厚的技术力量、精良的生产设备,我们形成了完整的产品系列,拥有技术实力的管理人员,完善的质量保证体系,完备的检验手段。在企业的发展过程中我们特别重视新技术、新产品的引进和开发,不断实现产品的升级换代,以优良的质量、完善的服务赢得了用户,占领了市场, 多年来我厂以质优的产品、优良的售后服务、可靠的信誉,赢得了众多客户的一致赞赏和信赖。我厂将继续在箱柜行业里以超前的意识、高超的技艺、良好的质量理念与广大客户携手合作,开发制造合格的产品。


衢州开化禁用以“唯有进步、永不止步”为公司宗旨,遵循“科学管理、品质至上、优质服务、信誉”的方针,不断提供 禁用产品质量和完善服务,率经营管理,为客户提供优质的 禁用产品和满意的服务。



普通螺栓是机械行业常用紧固件之一,双头螺柱在化工设备、管道、机械等得到广泛应用。滚丝机以其加工精度高、生产率及机械性能好,在双头螺柱制造中应用很广。生产实际中加工双头螺柱,由专用机床加工光杆,由滚丝机、挫丝机等专用机床完成 螺纹成形工序。但加工M12~M30双头螺柱,其毛坯尺寸如何确定,没有现成手册标准可以借鉴。本文通过实践确定了光杆加工尺寸,可供同行借鉴。
我厂加工多批等长双头螺柱,其规格为:M12×80~M30×180,性能等级为3.6~8.8级,共数万套。设备采用ZA28—12.5滚丝机, 滚压力125kN,滚丝轮材料是Cr12MoV。螺柱材料及成分、加工前热处理状态按GB/T3098.1—2000要求:双头螺柱性能等级3.6~6.8级,材料用普通低、中碳钢,不需要热处理。其材料硬度小于240HBW。随着螺柱性能等级提高,材料及相应热处理要求也提高。我厂在加工8.8级双头螺柱时材料选用35CrMoA,经淬火后回火处理硬度270HBW,螺母材质30CrMo,正火硬度240HBW。
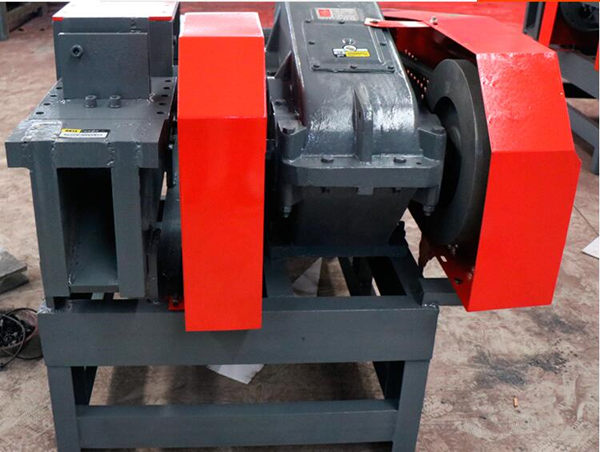
加工前,严格按热处理工艺执行,检验硬度合格。滚丝机在工作前调整好滚丝轮及支撑块位置,检查液压驱动系统使滚压力均匀(见附图)。
滚丝机床加工螺纹时,首先要调好滚丝模具位置,防止由于对位不正造成滚压工件轴向位移。滚压时调整好切削液,及时冷却,避免滚丝轮由于干摩擦造成滚丝轮牙尖温度过高,超过滚丝轮回火温度,发生回火软化,降低滚丝轮寿命。
- 排沙泵多规格可选择 2025-09-11
- 热镀锌方管价格-厂家 2025-09-11
- 销售保温钢管_厂家/供应 2025-09-11
- 可按需定做劈裂棒的厂家 2025-09-11
- 护栏实体厂家成本低 2025-09-11
- 靠谱的方矩管经销商 2025-09-11
- 返空车厂家供应价格 2025-09-11
- 不锈钢复合管厂家品质可靠 2025-09-11
- 铝方通实力批发厂家 2025-09-11
- 值得信赖的劈裂棒 2025-09-11
- H型钢本地厂家放心购买 2025-09-11
- 防撞护栏-您身边的防撞护栏厂家 2025-09-11
- H型钢弯曲机一手报价 2025-09-11
- 水泥发泡机品质 2025-09-11
- #不锈钢复合管#-价格优惠 2025-09-11
产品








联系方式
