欢迎选购##弯供机厂家


弯拱机是用油为介质,必须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必须保持干净,次使用的时间不应超过两个月,更换时,应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
经常检查设备需润滑处是否有堵塞现象。
每班工作结束后,请用收回油缸。
若长期不使用设备,则要在滑动处面上涂上防锈油
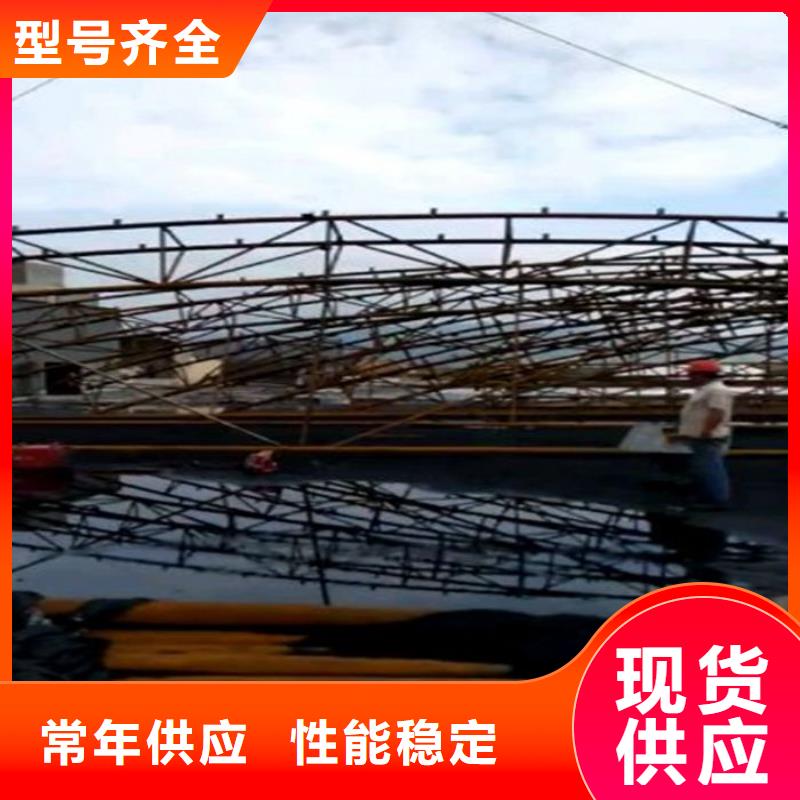
1、工字钢弯拱机将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;
2、启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;
3、达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;
冷弯结束时,关闭机械传动系统的同时,启动液压系统 。
将冷弯型钢放置在辅助系统的门式托架上。
当弦长不变时,油缸推进越多,弯曲成型的钢材半径越小。
当弦心距不变时,弦长越短,弯曲成型的钢材半径越小。
这仅仅是理论中,实际操作中还要考虑钢材变形系数
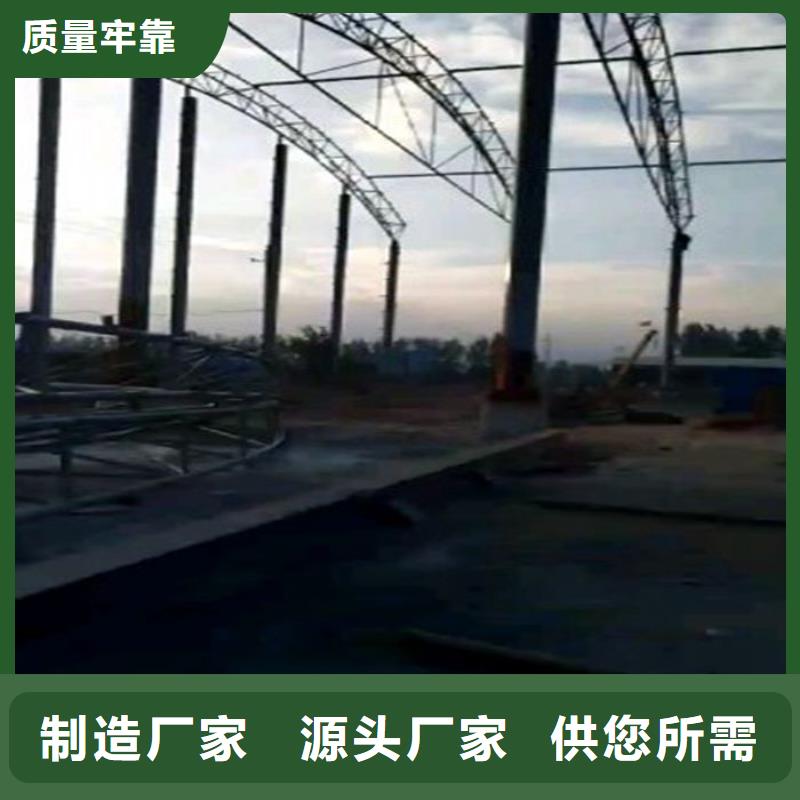
可将各种型号的型材如:槽钢、工字钢、H型钢、U型钢、角钢等弯曲成圆形、弧形、法兰、螺旋形等工件。该设备结构合理、操作方便、承载能力强、卷园速度快,具有体积小、能耗低、效率、无噪音、寿命长、一机多用等众多点。
其代替了原有的钢板下料、对接、校正、车床加工等复杂工艺,并节省了氧气、乙炔、劳动力、原材料,是卷制圆环和法兰的一种高质量、卷圆设备。用于风机、石化、造船、桥梁模板、网架、钢结构建筑、大型管道、水工仪表等行业。也适合用于对外加工,利润丰厚.



您的需求,是我们创造的动力;您的满意,给予我们好的回报与奖励。为了满足您的需求,我们将不断地完善,致力优良的 圆管弯供机产品及完善的售后服务! “真诚合作”、“务实创新”、“贴心服务”、“发展共赢”是吉林万泽锦达机械制造有限公司的承诺,我们愿与各界朋友携手共进,共创未来。


注意事项
1、设备摆放平稳,四轮受力均匀。
2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。
3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长使用时间。
4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。
圆管弯弧机使用注意事项
正确使用设备,认真执行设备保养,遵守操作规程,是减少设备故障,保障生产的要条件,因此设备的操作者及维修人员须了解设备的结构、性能、维护保养方法和操作规程。
在油箱没有注入油前切勿启动电机。使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空。设备使用的液压油须经过严格的过滤方可注入油箱,油箱在装油前须清洗好,一般使用46号抗磨液压油 。
本设备是用油为介质,须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必保持干净,使用的时间不应过两个月,更换时应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
每日保养:
a、运行导轨必须保持干净,每日注黄油一次。
b、滚珠丝杠必须保持干净,每日注黄油一次。
c、靠模座前后活动部分,每日擦拭上油一次。
d、夹模座上下活动部分,每日擦拭上油一次。
e、运行部分的机械部件,需保持干净、整洁,清楚一切可能影响正常运行的杂物。
注:
1、我公司可根据客户使用范围,定做适合您用的弯管机.
2、试验成功后,达到客户满意,带弯曲成型样品发货.
3、可根据图纸,实际样品加工定做合格的模具.



冷弯机:油缸,实心钢材整体掏空成型,液压动力25pma,油缸行程350,小半径任性弯曲;转动滚防滑设计,20cm的台板厚度,整机敦厚牢固,使用不变形,电气阀油封,均**品质,整机重量 2380Kg 。
关于圆管冷弯机根据工作类型只要分为:机械手动型(电动)、全液压自动型(选型),此设备除去可以弯曲圆管外,还可适用于矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷 圆、变径、定角弯曲;250圆管冷弯机,除去延续顶滚、滚轮、油缸、液压系统等外,新增了受力模块,使得在工程施工中弯曲圆管的时候设备性能稳定,弯曲得准确度和稳定性,施工效率和施工质量。
250冷弯机是在常温下经过冷弯加工把圆管等其他型材的钢材完成想要的形状;以前我们都是热弯,随着冷弯机的诞生,大家形状基本不热弯的了,基本都是靠冷弯机外力作用进行型材的弯曲;下面我们就来说说冷弯机的一些有缺点吧使用冷弯机进行钢材加工处理成型的在于成型速度快,冷弯机不损伤涂层,冷弯机可以做成多种多样的截面形式,以适应使用条件的需要,冷弯机冷弯可以使钢材产生的塑性变形,从而了钢材的屈服点。


大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。



产品








- 定制耐磨版 2025-09-13
- 质量优的弯管机供应商 2025-09-13
- 机场灯光电缆制作公司 2025-09-13
- 不锈钢复合管护栏-不锈钢复合管护栏出货快 2025-09-13
- 发电机出租厂家-质量可靠 2025-09-13
- 阻燃同轴电缆ZRSYV-阻燃同轴电缆ZRSYV价格实惠 2025-09-13
- 不锈钢板原厂直销 2025-09-13
- 常年供应无缝管-放心 2025-09-13
- PPT厂家-有口皆碑-全国发货 2025-09-13
- 不锈钢复合管栏杆-不锈钢复合管栏杆畅销 2025-09-13
- 卖H型钢的经销商 2025-09-13
- 销售商薯_厂家/供应 2025-09-13
- 通风天窗生产 2025-09-13
- 注重NM360耐磨钢板质量的厂家 2025-09-13
- 桥梁护栏厂家现货充足 2025-09-13
联系方式
