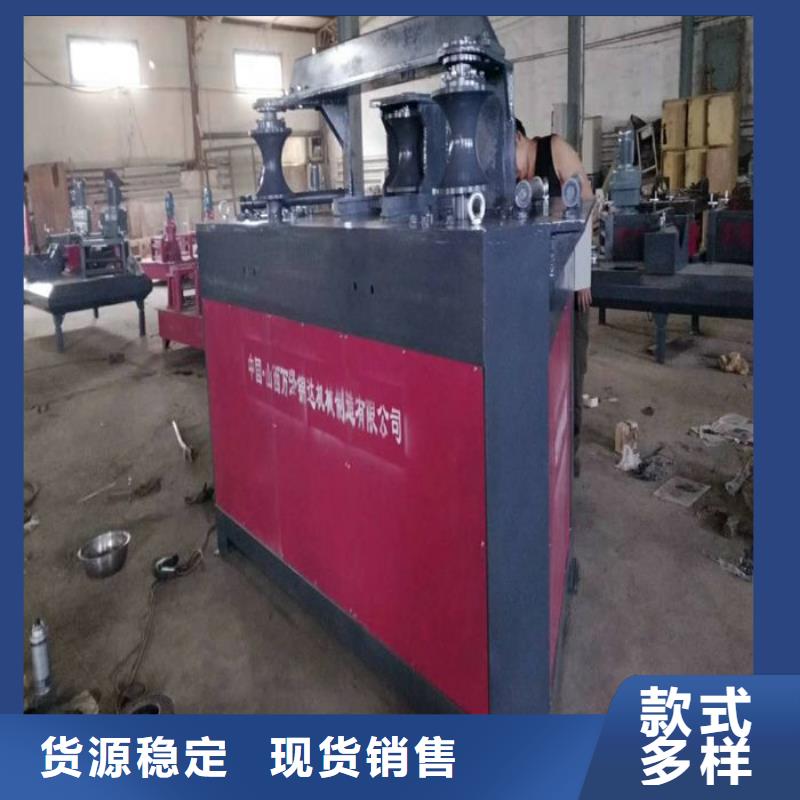
弯供机、弯供机生产厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 弯供机、弯供机供应范围覆盖河北省、沧州市、运河区、沧县、青县、东光县、海兴县、盐山县、肃宁县、南皮县、吴桥县、献县、泊头市、任丘市、黄骅市、河间市等区域。 |
沧州运河万泽锦达机械制造有限公司坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 圆管弯供机和管理水平为客户提供满意 圆管弯供机产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。


圆管弯管机用途:
1、弯管机对于电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造都有其重要的作用。
弯管机操作规程:
2、在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。接近开关,编码器等不能用硬物撞击,不能用尖锐物碰撞显示单元。电气箱必须放在通风处,禁止在尘埃和腐蚀性气体中工作。
3、不得私自加装、改接调换机床电源时必须重新确认电机转向。机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。定期在链条及其它滑动部位加润滑油。在清洗和检修时必须断开电源。
4、开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa.模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。
5、机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!调整机床(模具)时,应由调整者自已按动按钮进行调整。不可一人在机床上调整,另一人在控制柜上操作。调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
6、手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。
维护与保养
1、新机运行50小时后,检查并禁锢各螺栓,有无松动;
2、新机运行100小时后(大约15天)更换液压油;
3、新机运行200小时后更换减速机油;
4、每年更换一次液压油,减速机油;
5、每班给压力轴加注黄油。
6、凡购买公司产品用户,公司提供终身免费技术支持,1对1指导。
主要应用区域:
公路隧道、铁路隧道、地铁隧道、水利水电引水涵洞、天然气管道、通信管道、地下通道等
可弯型钢有:H型钢,槽钢,V型钢,U型钢等,特殊型钢可定做。



圆管弯弧机特点
1、具有手动、自动、半循环、全循环等多种功能任意选择。16种角度设置(0-185°任意选择。)
2、移动式脚踏开关,具有自动起动,紧急?停止,紧停连续三种功能,性高。
3、大容量冷却循环系统,使机器运行更稳定。模具更换简单方便,便于弹性生产。
弯管机对于煤矿,铁矿,金矿,电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造都有其重要的作用。
圆管弯管机操作规程
1、机床必须良好的接地,导线不得小于4mm2铜质软线。不允许接入高过规定范围的电源电压,不能带电插拔插件,否则可能损坏器件。定期在滑动部位加润滑油。
2、开机前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象。
3、机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!
4、机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器必须同时清洗。
5、调整机床(模具)时,应由调整者自已按动按钮进行调整。不可一人在机床上调整,另一人在控制柜上操作。
6、调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
7、手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。
8、一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。
9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。



注意事项:正确使用设备,认真执行设备保养,遵守操作规程,是减少设备故障,设备使用寿命,保障生产的条件,因此设备的操作者及维修人员了解设备的结构、性能、维护保养方法和操作规程;在油箱没有注入油前切勿启动电机;使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空;设备使用的液压油经过严格的过滤方可注入油箱,油箱在装油前清洗好,一般使用46号抗磨液压油;经常检查设备需润滑处是否有堵塞现象,每班工作结束后,请用收回油缸,若长期不使用设备,则要在滑动处面上涂上防锈油。
使用须知:设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准,圆管在水平的工作台上(带有滚动的工作台)工作;使用前加油(减速器加30#机油,油箱加46#液压油),以后定期换新油;为工作顺利,在开始工作前二定要把机器调试好,检查电源是否正常,检查电机油泵组是否正转,将压力表开关打开,溢流阀调压手轮松开,点动电机,检查旋转方向是否正确,检查电液阀和点动开关是否正常;准备工作无误后,启动电机,将油压调至10Mpa,试运行三分钟左右,如果运转正常,准备正式工作。
注意事项:1、新机运行50小时后,检查并禁锢各螺栓,有无松动;2、新机运行100小时后(大约15天)换液压油;3、新机运行200小时后换减速机油;4、每年换液压油,减速机油;5、每班给压力轴加注黄油。



大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
大型圆管弯管机需看因素:
1、三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
2、油缸的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性,台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。
3、电机的功率和减速机的质量,厂家的生产规模和服务。
弯管机操作前:
1、机床必须良好的接地,导线不得小于4mm2铜质软线。不允许接入高过规定范围的电源电压,不能带电插拔插件,不能用兆欧表测试控制回路,否则可能损坏器件。
2、在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。接近开关,编码器等不能用硬物撞击。
3、不能用尖锐物碰撞显示单元。电气箱必须放在通风处,禁止在尘埃和腐蚀性气体中工作。
4、不得私自加装、改接PC输入输出端。调换机床电源时必须重新确认电机转向。机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。
5、定期在链条及其它滑动部位加润滑油。在清洗和检修时必须断开电源。
6、、开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);
7、压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa.
8、、模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。
- 中厚板优质源头厂家 2025-09-04
- 不锈钢复合管护栏供货及时保证工期 2025-09-04
- 支持定制的通风天窗厂家 2025-09-04
- 优质聚合氯化铝的生产厂家 2025-09-04
- 生产销售#不锈钢复合管#的厂家 2025-09-04
- 定制扁钢厂家 2025-09-04
- 无缝管经销商 2025-09-04
- 推拉雨蓬多家合作案例 2025-09-04
- #铜管#专业生产 2025-09-04
- 经验丰富的不锈钢复合管护栏经销商 2025-09-04
- 圆钢-质量保证 2025-09-04
- 伸缩楼梯-伸缩楼梯现货 2025-09-04
- 销售塑料托盘_厂家/供应 2025-09-04
- 价格合理的铅板基地 2025-09-04
- 正宗推拉雨蓬生产厂家-欢迎来电 2025-09-04
产品










联系方式
