价格实惠的弯管机厂家
三明沙县山西万泽锦达机械制造有限公司主打的产品【钻井泥浆泵】得到了国内外客户的一致好评。
三明沙县山西万泽锦达机械制造有限公司的四大特色:
1、强大的【钻井泥浆泵】技术团队,赋予了【钻井泥浆泵】产品优质与稳定;
2、丰富的经验,为客户量身定做心中理想、满意的【钻井泥浆泵】;
3、完善的服务体系,让客户享受到研发、销售、制造服务;
4、的售后团队服务,为客户解决【钻井泥浆泵】后顾之忧;


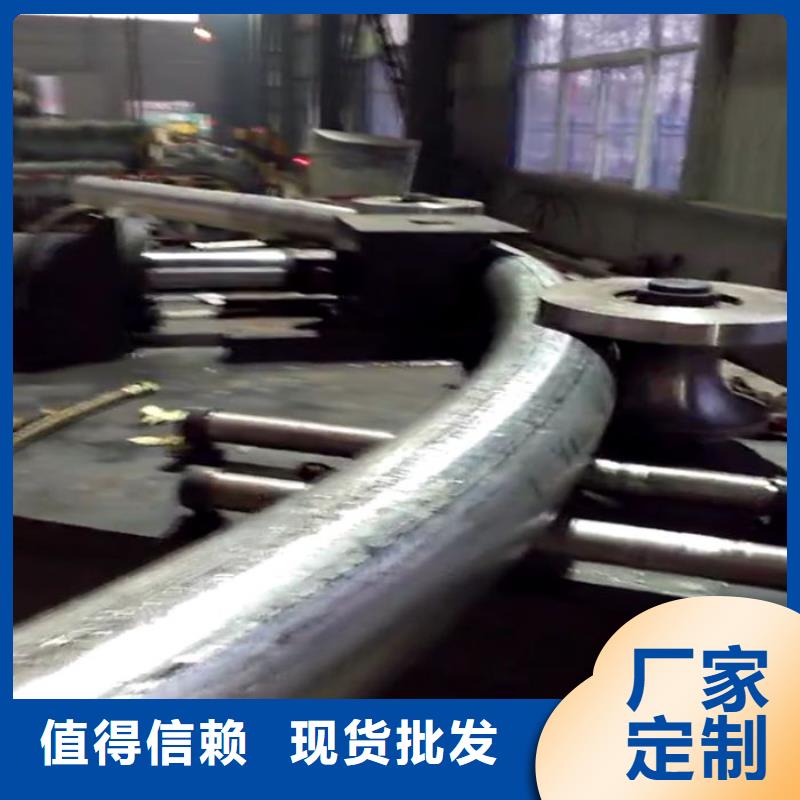
液压系统,具有传动平稳,压力大等特点,能准确定位,大幅度隧道圆管加工精度;液压冷弯机应用于我国公路隧道、铁路隧道、地铁隧道、水利水电引水涵洞、天然气管道、通信管道、地下通道等工程的圆管、槽钢和型钢的弯曲;圆管弯拱机厂家新型全自动弯曲型钢产品;液压系统,具有传动平稳,压力大等特点,槽钢圆管均能成型,加强底盘设计,使用不变形。
该设备由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电磁换向阀、工作油缸、顶轮及油箱等部件组成,参见电器原理图、液压原理图;工作原理:把钢材放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将圆管与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动钢材工作,反复操作,达到所需为止。
将圆管放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压溢流阀(可调整压力),进入集成块到电缆 阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油缸推进,将圆管与三个支撑游轮压紧并为发生弯曲变形是时开始计算,油缸推进的长度进程为10mm-15mm,开主电机带动圆管工作,反复操作,达到所需为止。



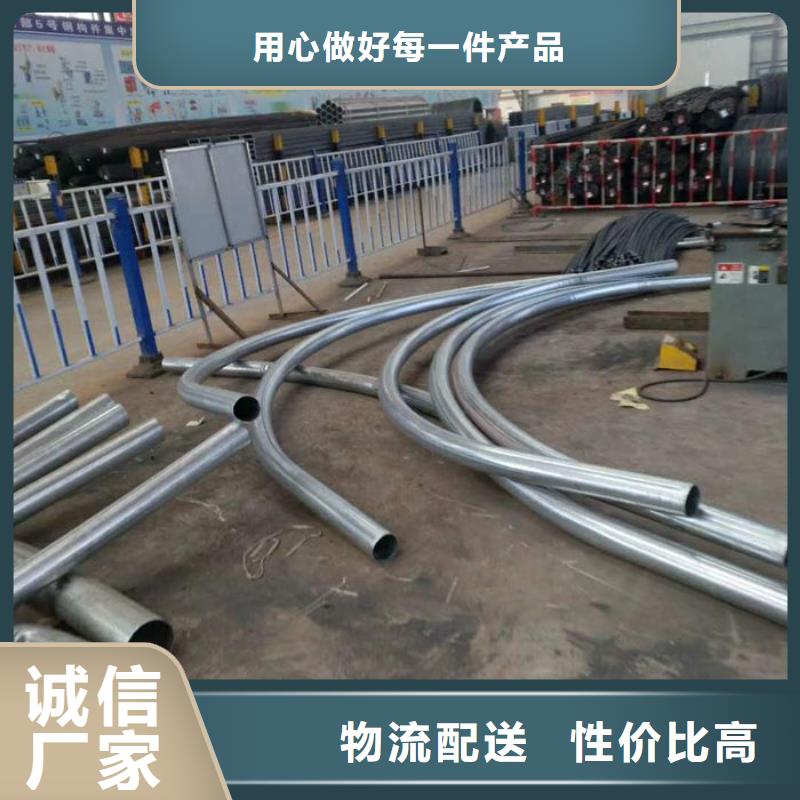
型钢冷弯机在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空;设备使用的液压油要经过严格的过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号抗磨液压油;冷弯机又叫弯拱机,是一种在常温下加工支护、桥梁支护等工程上所使用的弧形H型钢、弧形槽钢等材料的设备;在工程中所使用的圆管强度要求比较高,热弯的出来的H型钢强度达不到,所以要在常温下加工弯曲成型,所以这就促进了H型钢冷弯机的诞生,H型钢冷弯机一般有全液压的和半液压半机械的,目前随着工程的要求越来越高,半液压的意见逐渐被淘汰了,全液压冷弯机主要是靠液压推进大顶力油缸对于工H型钢行作业,然后自然弯曲。
型钢冷弯机弯曲半径范围:可达1.5米弯曲弧长范围:可弯曲4米长度的钢材;作业原理:把型钢弯拱机上,与减速股动的滚轮后,将压紧手柄进给锁紧,发起电机油泵组,由电动油泵输出的高压溢流阀(可悉数压力),集成块到电缆阀,有电液阀和动点开关(点进,点退)操控油缸作业,作业油缸推动,将圆管与三个支撑游轮压紧并为发生曲折变形是时开始核算,油缸推动的长度为10mm-15mm,开主电机股动圆管作业,重复操作,抵达所需间断。
型钢冷弯机注意事项:①正确使用设备,遵守操作规程,是设备故障,设备使用寿命,保障生产的条件,此设备的操作者及人员需了解设备的结构、性能、和操作规程;②在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如没有加满,会造成油泵吸空,导致液压油顶压力不足;设备使用的液压油要经过过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号或68号抗磨液压油;③本设备是用油为介质,做好油及本设备的清洁工作,以免淤塞或漏油影响使用效果。



将型钢放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧。启动电机油泵组,由电动油泵输出的高压溢流阀(可调整所有压力),进入集成块到电缆阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油缸推进,将型钢与三个支撑游轮压紧 并为发生弯曲变形之时开始计算,油缸推进的长度进程为10mm-15mm,开主电机带动钢材工作,反复操作,达到所需弧度为止。
设备安装在基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
为保证工作顺利,在开始工作前要把机器调试好。
检查电机油泵组是否正转。
将压力表开关打开,溢流阀调压手轮松开。
点动电机,检查旋转方向是否正确。
检查电液阀和点动开关是否正常。


圆管弯拱机操作规程:1严格遵守机床工操作规程,按规则穿戴好劳作防护用品;2开机前应将上、下模具整理、擦拭洁净;3查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净;4按所折板料厚度、选择恰当模口,模口尺度通常等于或大于8倍板料厚度;5由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN;6折弯狭板料时,应将体系作业压力恰当,避免损坏模具;7调理滑块行程时,应调量小于100,避免损坏机器;8折弯前,应将上下模具间的空隙调整均匀共同;9折弯时,不可将手放在模具间,细长小料不可用手扶;只许折弯一块料,不很多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常;10折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边作业时,其载荷不得大于250KN,并且有二边一起折弯;11查看油箱油位,发动油泵查看液压管道、油泵有无反常;12发作反常当即停机,查看缘由并及时扫除;13作业结束,应封闭油泵,退出控制体系程序,堵截电源。



产品










- 采购不锈钢板必看-规格全 2025-08-31
- 工字钢报价-厂家 2025-08-31
- 扁钢质量靠谱 2025-08-31
- 不锈钢复合管栏杆解决方案 2025-08-31
- H型钢-值得拥有 2025-08-31
- 型钢常规货源充足 2025-08-31
- 泥浆泵-看百家不如一问 2025-08-31
- 塑料托盘-好产品放心可靠 2025-08-31
- 二次结构泵-二次结构泵品质保证 2025-08-31
- 耐候板咨询 2025-08-31
- 常年供应球墨铸铁管-放心 2025-08-31
- H型钢-客户一致好评 2025-08-31
- 排沙泵厂家诚信经营 2025-08-31
- PPT实力厂家 2025-08-31
- 工字钢角钢槽钢广受好评 2025-08-31
联系方式