珩磨管-厂家货源 欢迎咨询
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 珩磨管- 欢迎咨询供应范围覆盖四川省、成都市、新都区、锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市等区域。 |
成都新都九冶管业有限公司销售 精密管。 我公司以品质、合理的价格,完善的体系,售后服务创造企业形象,以科技为先导,倾尽全力开拓新 精密管产品,树立精益求精、追求企业精神。公司秉承“顾客为先,锐意进取”的经营理念为广大客户提供 服务。欢迎惠顾!

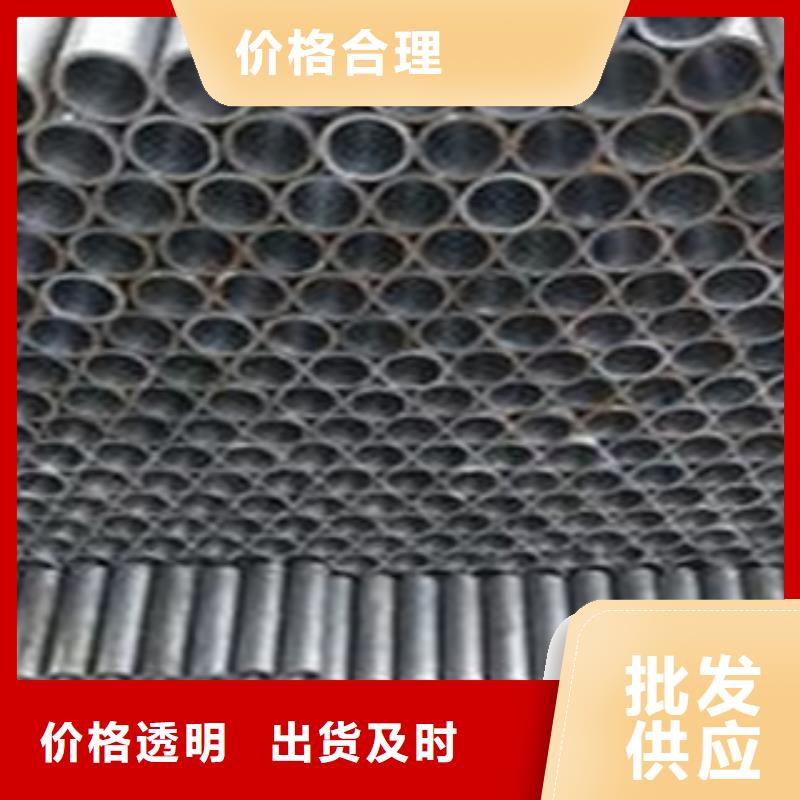
由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。
绗磨管加工工艺原理
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。

我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可!
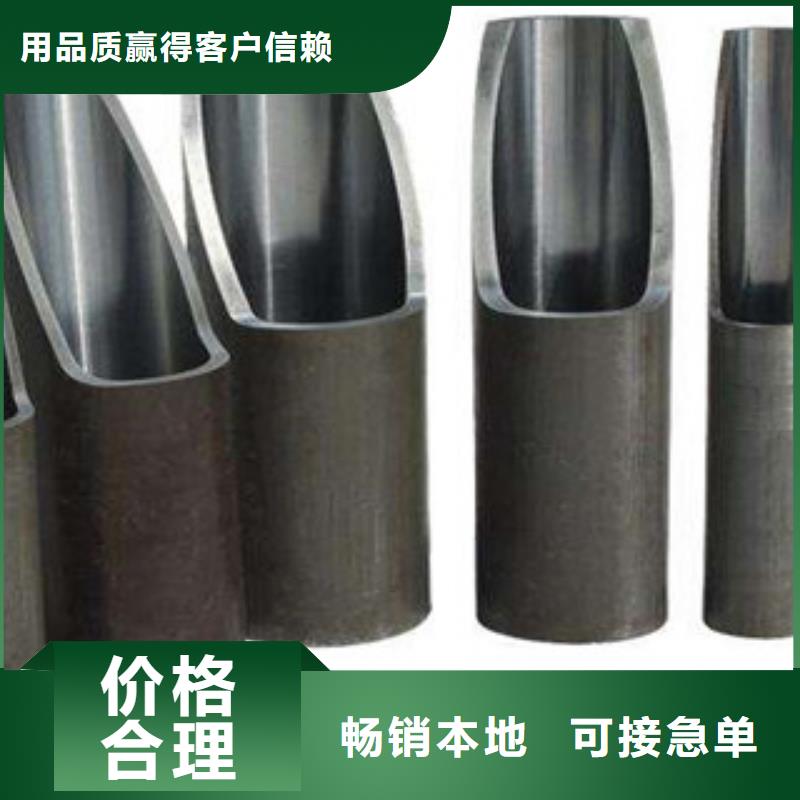
绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。


主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
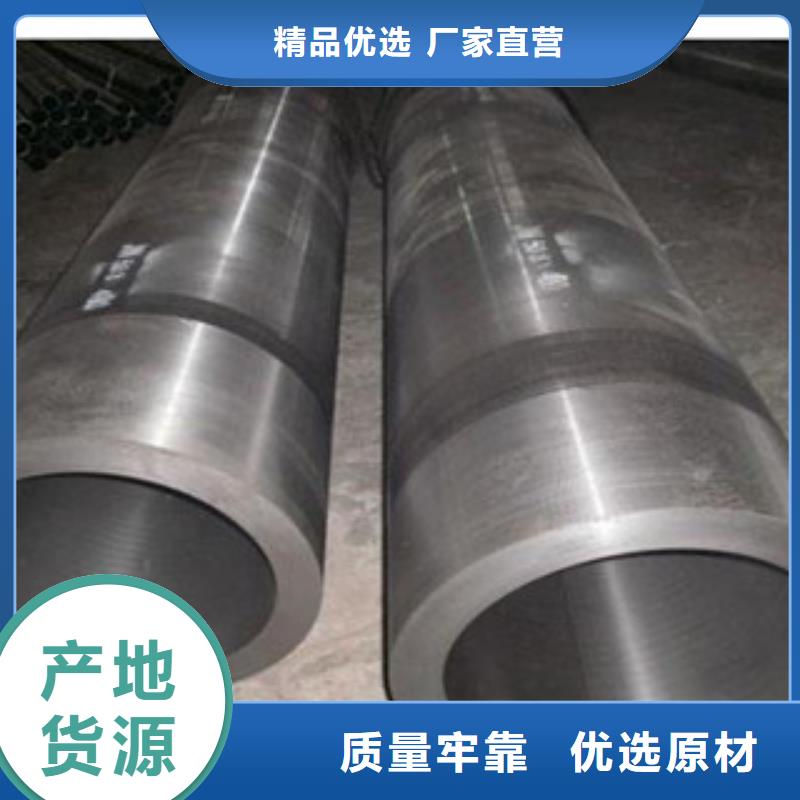
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



- 封箱机厂家规格齐全 2025-09-10
- 不锈钢复合管桥梁护栏、不锈钢复合管桥梁护栏直销厂家 2025-09-10
- 球墨井盖-球墨井盖专业品质 2025-09-10
- 护栏可随时发货 2025-09-10
- 无花果苗供货及时保证工期 2025-09-10
- #尼龙绳捆扎机#-价格透明 2025-09-10
- 自动包装流水线品种齐全的厂家 2025-09-10
- 定制圆钢的供货商 2025-09-10
- 油浸式变压器市场价 2025-09-10
- #香椿#-质优价廉 2025-09-10
- 桃苗百搜不如一问 2025-09-10
- 镀锌C型钢厂家匠心品质 2025-09-10
- 不锈钢复合管-量大价优 2025-09-10
- 缠绕机的工作原理 2025-09-10
- 玻璃钢采光板-您的优选 2025-09-10
产品


联系方式
