常年供应绗磨管-优质
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管-优质供应范围覆盖江苏省、苏州市、吴中区、虎丘区、相城区、姑苏区、吴江区、常熟市、张家港市、昆山市、太仓市等区域。 |


1.加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
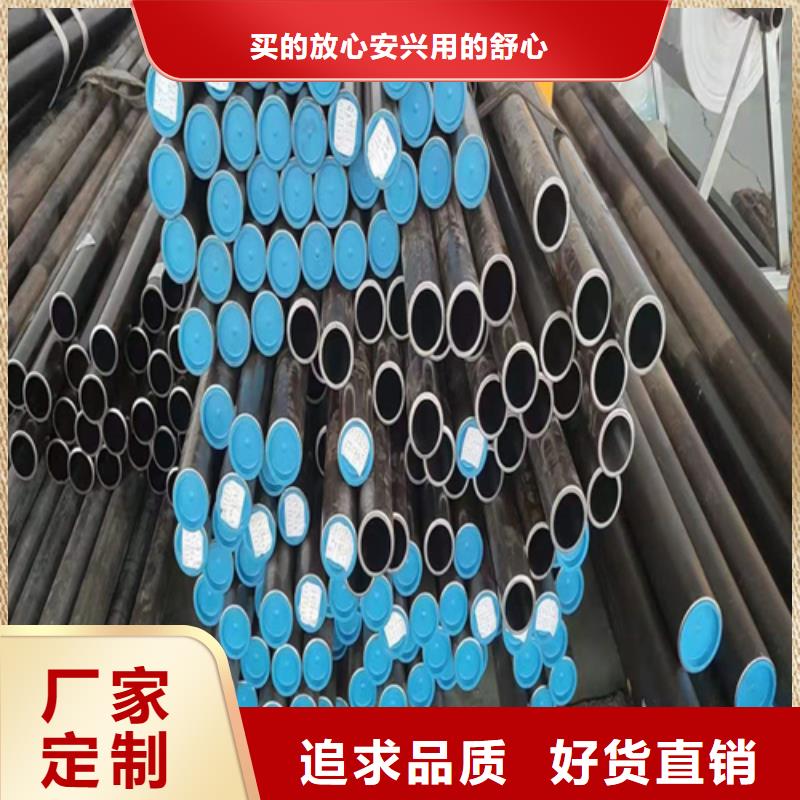
2.优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3.热轧管内孔缺陷清理
。
质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的大承诺



苏州吴中九冶管业有限公司位于丁块工业园, 我公司是生产 绗磨管的专业厂家,拥。公司主要产品包括:[城市绗磨管]等。 长期以来,我们以真诚、守信、勤奋的企业精神,优良的产品及合理的价格,与广大客户建立长期的合作关系。公司产品主要销往全国各地,深受用户的信赖。公司坚持“严谨、、协作的团体精神,恒久不变的理想,永不枯竭的激情”,努力使技术更先进,制造更精良,所有环节一丝不苟,为客户提供精良产品。 我们真诚感谢众多客户多年的支持;热忱欢迎广大新老客户来图来样,订购生产,携手合作,共同发展。


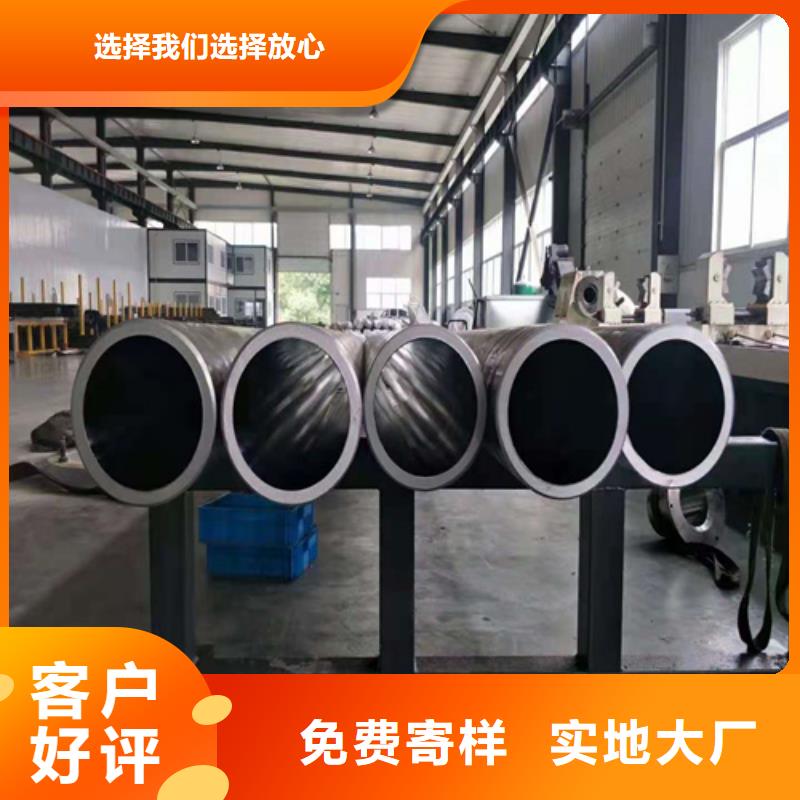
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。



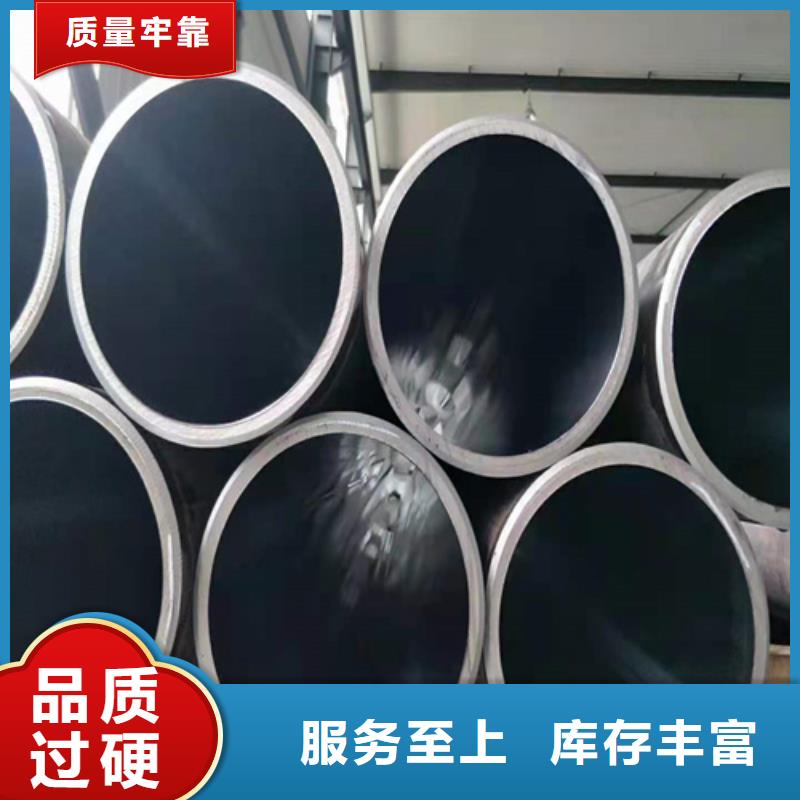
珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。



产品
- 无缝钢管优质品牌 2025-09-13
- 不锈钢复合管桥梁护栏加工销售 2025-09-13
- 铝板-铝板货源充足 2025-09-13
- 快速接头价格便宜 2025-09-13
- 生产k9球墨铸铁管的当地厂家 2025-09-13
- 供应桥梁护栏_精选厂家 2025-09-13
- 候车厅好口碑 2025-09-13
- 无缝管产地货源 2025-09-13
- 板供不应求 2025-09-13
- 附近通风天窗厂家 2025-09-13
- 钢板-薄利多销 2025-09-13
- 卖法桐的基地 2025-09-13
- 专业销售水下电焊-大型厂家 2025-09-13
- 相册、相册生产厂家-找恒信德钢铁贸易有限公司 2025-09-13
- 钢板质量保真 2025-09-13
联系方式
