

以下是:上海市浦东新区欢迎访问##无缝钢管##厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 欢迎访问##无缝钢管##供应范围覆盖上海市、浦东新区、黄浦区、徐汇区、长宁区、静安区、普陀区、闸北区、虹口区、杨浦区、闵行区、宝山区、嘉定区、金山区、松江区、青浦区、奉贤区、崇明区等区域。 【星腾伟业】以匠心打造多元场景产品,涵盖宝山无缝钢管品质有保障、闸北无缝钢管售后无忧、黄浦无缝钢管为您精心挑选、青浦无缝钢管多种规格供您选择等。欢迎访问##无缝钢管##厂家,星腾伟业金属材料(上海市浦东新区分公司)专业从事欢迎访问##无缝钢管##厂家,联系人:任威,电话:【0635-8885600】、【18865278086】,以下是欢迎访问##无缝钢管##厂家的详细页面。 上海市,浦东新区 浦东新区,隶属于上海市,因地处黄浦江东而得名,南与奉贤区、闵行区两区接壤,西与徐汇区、黄浦区、虹口区、杨浦区、宝山区五区隔黄浦江相望,北与崇明区隔长江相望;地势东南高,西北低,气温偏高、降水偏多、日照时数偏少;浦东新区区域面积1210平方公里,现辖12个街道、24个镇。截至2022年末,浦东新区常住人口578.20万人。
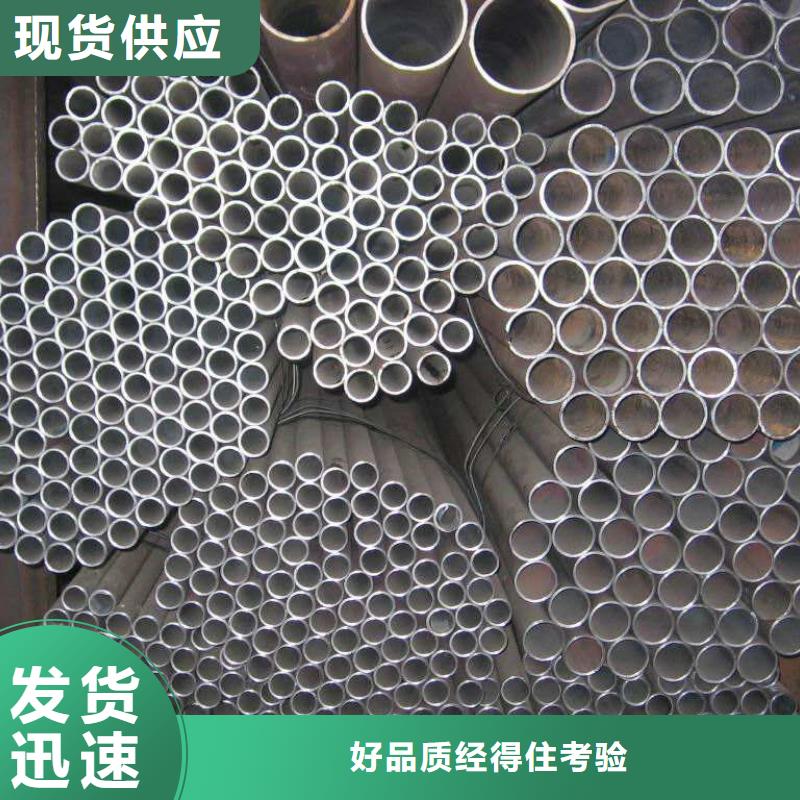
我们为您呈现了一部精彩绝伦的欢迎访问##无缝钢管##厂家产品视频,让您感受产品的独特之处。以下是:上海浦东新欢迎访问##无缝钢管##厂家的图文介绍
在钢管的生产过程中,经常要测量钢管的硬度 来衡量钢管的加工工艺完成程度和工艺的调整与热处理的调整,从而使钢管的性能达到客户要要求的指标。钢管的硬度一般常用布氏、洛氏、维氏三种硬度指标来衡量,今天我们就来聊聊钢管的硬度的测量。
钢管的布氏硬度
在钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的的钢管不怎么适用。钢管的洛氏硬度
钢管的洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。
钢管的洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不足,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。山东无缝钢管钢管的维氏硬度
钢管的维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。
上海浦东新星腾伟业金属材料有限公司是一个集研发、设计、生产、销售等一体的专业 无缝钢管公司,质量保证,价格优惠。公司拥有专业的研发设计能力,精心研究、精致设计、精细制作,力求方便客户管理的思索,研发出各类近百个品种规格的 无缝钢管,适合于多种需求,为客户创造了良好的经济效益。从选料、生产到成品检验,公司对质量进行严格的控制,直至终端 无缝钢管产品合格,以好的 无缝钢管产品出产,对售出产品进行跟踪服务,及时解决售后,服务客户。
制定管材冷轧冷拔生产的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。山东无缝钢管 冷加工方式的配置 按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。 (1)单一冷轧方案。和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。 (2)冷轧冷拔结合的方案。是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。 (3)单一冷拔方案。由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金钢管和一般有色金属管在实际生产中有广泛的应用。管料尺寸的选择 在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。
产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。
我们无缝钢管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
欢迎访问##无缝钢管##厂家,星腾伟业金属材料(上海市浦东新区分公司)为您提供欢迎访问##无缝钢管##厂家产品案例,联系人:任威,电话:【0635-8885600】、【18865278086】。











