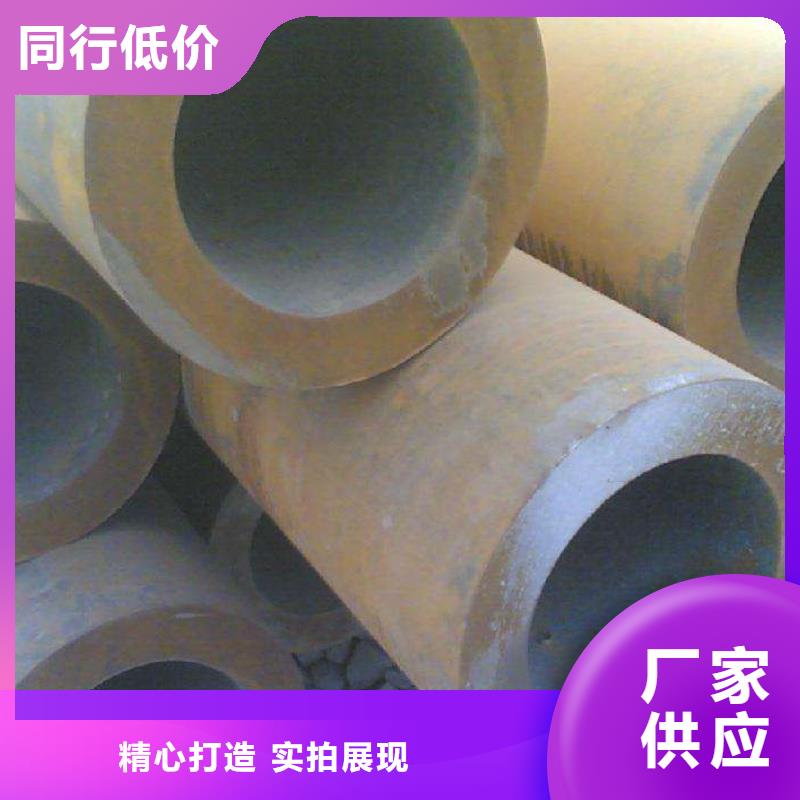
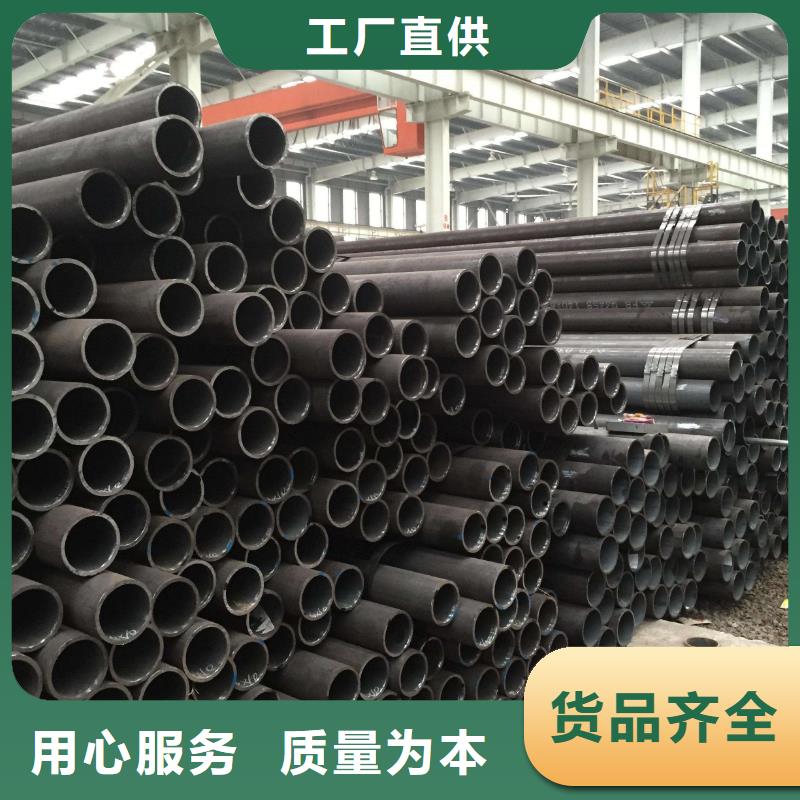
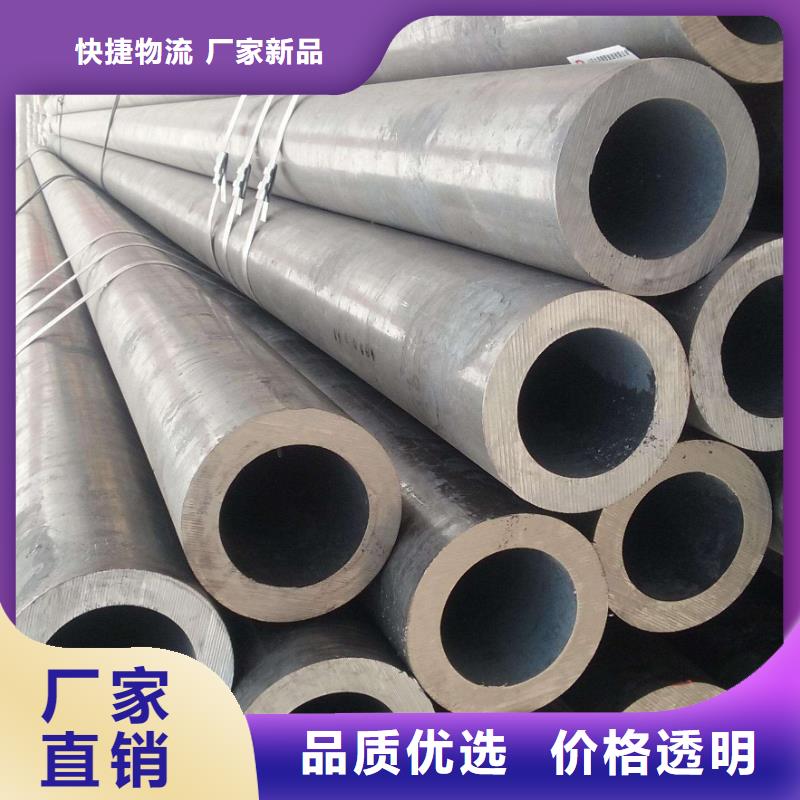
发货速度快的厚壁无缝钢管厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 发货速度快的厚壁无缝钢管供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 龙亭区、禹王台区、金明区、杞县、通许县、尉氏县、兰考县等区域。 |

根据标准规定,热轧无缝高压锅炉管和低、中压锅炉管均需作压扁性能试验。20A高压锅炉管是我厂无缝车间的部优质产品,但近年来,特别是近两年来,其压扁性能不合格(包括热轧检验和用户投料验收不合格)较多。造成往返运输费用和重新热处理时能源、材料的消耗增加,也影响用户及时投料及我厂产品的信誉。为此我们对压扁性能不合格的原因及防止和办法进行了探讨。
首先将无缝钢管车间1980年以来20A0g压扁性能不合格的钢管规格及定、减径直径压缩率进行了分析。可以看出压扁性能不合格的钢管几乎都是壁厚S≥8mm的厚壁钢管,而20A钢管中主要又是减径管。因此,本文着重对20A减径厚壁管的压扁性能作以下分析。
ニ、20A厚壁管匠扁不合格试样的外观特征和金相分析
20A厚壁钢管压扁不合格试样,绝大部分表现为管壁纵向直线状内裂,而且其部位儿乎都在进行压扁试验时与试验机压板接触
的中间部分,其裂缝深度大于0,5mm。80年3月对9-753炉497批68×13mm的20A钢管压扁开裂试样,进行了常规金相分析,其结果列于表2。
1984年4月对三个炉批号20A钢管的7个试样进行了常规金相分析,其结果列于表3。
三、20A臧径厚壁钢管压扁开裂的原因
压扁性能是钢管的一种工艺性能,而钢管工艺性能是其机械性能与表面状态综合影响的结果。因此对压扁性能必须从钢管机械性能和表面状态两个方面进行分析。
无论是机械性能还是表面状态,都受金属自然性质和变形条件(如变形程度、变形温度、变形速度、应力状态、变形状态等)两个重要因素影响。因此在分析钢管压扁开製原因时,首先要找出主要因素。裂钢管的试祥几乎都是与压板接触的中间部分内壁呈纵向直线状裂缝。一般认为,压扁时例管表面产生直线状裂缝,是由变形加工引起的;
而螺旋状的表面裂缝,则是由金属自然性质引起的。如金属自然性质引起压裂时,其裂缝产生部位不可能固定不变,而实际上几乎全部裂缝产生在与压板接触的钢管内壁中间部位。所以从裂缝外观特征及产生部位在不同试验条件下的固定性,可以认为钢管压扁开裂是变形加工因素引起的。事实上,由于自动轧管机组中主要变形量分配在穿孔和轧管工艺环节,如果管坯带入有金属自然性质方面的缺陷,那么在穿孔斜轧中就自然会显示为螺旋状表面缺陷。但在穿孔后把毛管加工成成品钢管的变形较大的工艺环节中,只有轧管和减径,而轧管和减径都是纵钆。


导致钢管内表面由圆形变为多边形的因索主要有轧辊孔型、张力分布情况、荒管壁厚及轧制沮度等。本文采用革于 MSC . MARC 的有限元分析方法,建立了钢管张力减径过程的有限元热力藕合分析棋型.在其他参数相同的情况下.研究了不同壁厚钢管的张力减径过程.分析了钢管内多边形的形成机理.得到了荒管璧厚和张力系数对钢管内多边形程度的影响规律.可为提高产品的壁厚精度和形状精度提供理论指导。
l 设.主.价数及热力报合有限元板型的盆立
Ll 设备主要参数本文在建立张力减径有限元棋型时.设定的张力减径机组的机架个数为 20 .轧辊的名义直径设定为 345mm ,相邻机架间的距离为 320mm ,荒管的外圆直径为 180 帕 m .成品钢管直径为 79mm 。为了研究荒管璧厚及张力系数对钢管内多边形的影响规伸,在其他参数相同的悄况下.本文选取了 9 种不同壁厚的荒管及对应的张力系数进行有限元模拟.其具体数值如表 l 所示。



27SiMn(化学成份(国标):C:0.24-0.32;Mn:1.1-1.4;Si:1.1-1.4;S:≤0.035:P:≤0.035)厚壁钢管(壁厚范围28mm~60m)被广泛用于煤矿液压支架大立柱缸体,有的缸筒长达2000m,其中一段长200m缸筒的外圆直径要从Φ380m增至Φ398m,常规工艺选择用中408m钢管加工,这种方法切削量太大,不仅造成材料的浪费,并且生产周期长。如果采用平常的堆焊方法,当堆焊层金属出现气孔、裂纹、夹渣等缺陷时,就会造成渗漏、密封件挂伤,严重时将出现堆焊层剥落现象,还会出现缸柱间互相窜液、立柱油缸液压力升不上去影响使用的情况。
本发明的目的在于提供一种加工质量和效率高的27SiMn厚壁钢管的堆焊方法
为实现上述目的,本发明可采取下述技术方案:
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200C,用80%Ar+20X00保护气体、采用SLD60焊丝分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温:在整体装炉升温至540℃,保温4小时,冷却至室温即可。
所述SLD60焊丝的组分为C:0.05;Mn:1.29:Si:0.76:Mo:0.34:Ti 0.11;S:0.01;P:0.02:所述焊丝的直径为Φ1.6。
本发明的优点在于堆焊前预热,采用80%Ar+20%C0,保护气体,焊接材料用SLD-601.6,按照上述加工方法进行堆焊,焊后热处理,这样不仅工艺方法经济合理,堆焊层与母材之间的熔透质量高、堆焊层金属无气孔、裂纹、夹渣等缺陷,达到满足液压支架缸筒的设计强度及尺寸要求;由于液压支架的生产批量大,且每根缸筒的堆焊层厚达9m,采用本堆焊方法,不仅可以节约材料,又可以提高生产效率。
具体实施方式
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽,除去表面的油、垢等污物,预热150℃控制层间温度在150-200℃,用远红外测温仪监测温度;用80%Ar+20XC02保护气体、采用SLD-60中1.6焊丝,焊丝的重量组份分为:0.05:Mn:1.29:Si:0.76Mo:0.34:Ti:0.11;S:0.01;P:0.02:选用单枪环缝气体保护自动焊机(电流420A,电压40V,焊速600m/min),分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温;在整体装炉升温至540
C,保温4小时随炉缓冷至300℃出炉,冷却至室温即可



河南开封星腾伟业金属材料有限公司坐落在开发区汇通物流园B115,本公司是一家提供 无缝钢管的专业供应商及生产商,在市场竞争强烈的今天,公司本着一切以客户所需,提供更方便、更快捷、更有效的服务建立了完善的售后服务体系,拥有一支专业技术精湛、经验丰富的团队,为客户提供365天,全天候服务。多年来的励精图治,使我公司赢得了广大客户的一致好评。我们将诚实守信,追求卓越的经营理念,竭诚为客户提供优良的产品和服务。


- 政管道清洗、下水道清淤、抽粪吸污行内优选 2025-08-30
- 批发不锈钢复合管护栏_品牌厂家 2025-08-30
- #复合管#欢迎来厂参观 2025-08-30
- 不锈钢复合管口碑-兴霖防撞护栏立柱生产厂家 2025-08-30
- 防撞护栏施工安装 2025-08-30
- 钢管型号汇总 2025-08-30
- 【65mn厂家】_65mn价格 2025-08-30
- 菠菜粉-菠菜粉重信誉厂家 2025-08-30
- 钢板交货及时 2025-08-30
- 钢管全国可发货 2025-08-30
- 生产不锈钢复合管护栏的厂家 2025-08-30
- 落水系统-全国发货 2025-08-30
- 定制快速接头的当地厂家 2025-08-30
- 不锈钢护栏_不锈钢护栏生产品牌 2025-08-30
- 无缝钢管物流快捷 2025-08-30
产品






联系方式
