公司新闻
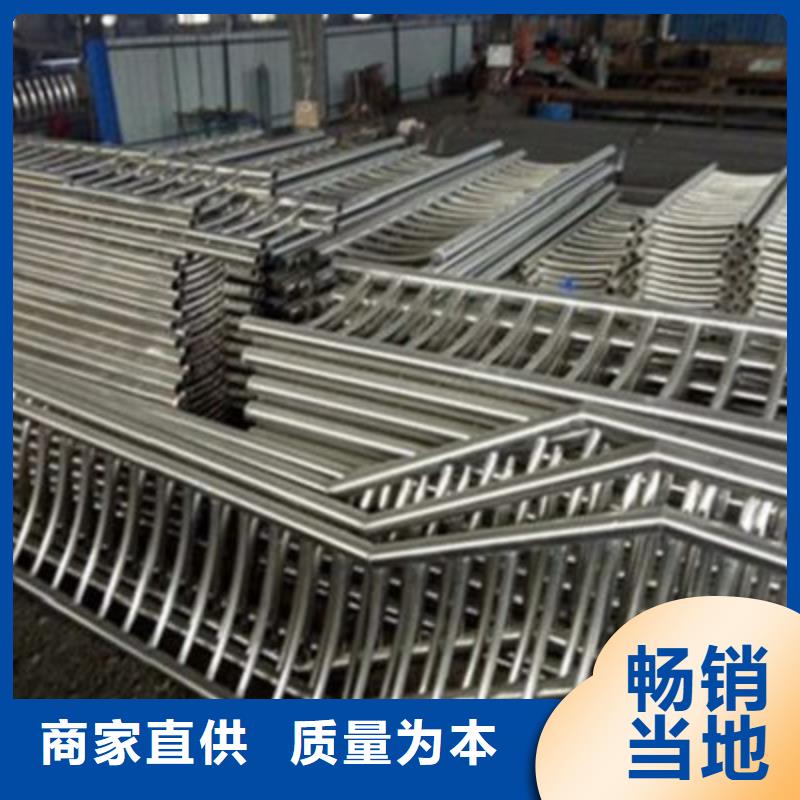
护栏-护栏经验丰富
更新时间: 2025-08-31 16:05:59 ip归属地:新乡,天气:多云转晴,温度:21-30 浏览:1次
以下是:新乡市红旗区护栏-护栏经验丰富的产品参数
【盛联】为您提供卫滨不锈钢复合管实体诚信厂家、封丘不锈钢复合管欢迎来电咨询、延津不锈钢复合管实力才是硬道理、卫辉不锈钢复合管全新升级品质保障等多元产品与服务。护栏-护栏经验丰富,盛联管业(新乡市红旗区分公司)专业从事护栏-护栏经验丰富,联系人:张经理,电话:【15864395945】、【18954482233】,以下是护栏-护栏经验丰富的详细页面。 河南省,新乡市,红旗区 红旗区,隶属河南省新乡市,位于新乡市东南部,介于东经113°23′—114°59′,北纬34°53′—35°50′之间,是新乡市中心城区之一。北与牧野区、卫辉市交界;西与卫滨区比邻;南与新乡县接壤;东与延津县相邻,全区面积154平方千米,属于暖温带大陆性季风型气候。 根据第七次人口普查数据,截至2020年11月1日零时,红旗区常住人口429328人。
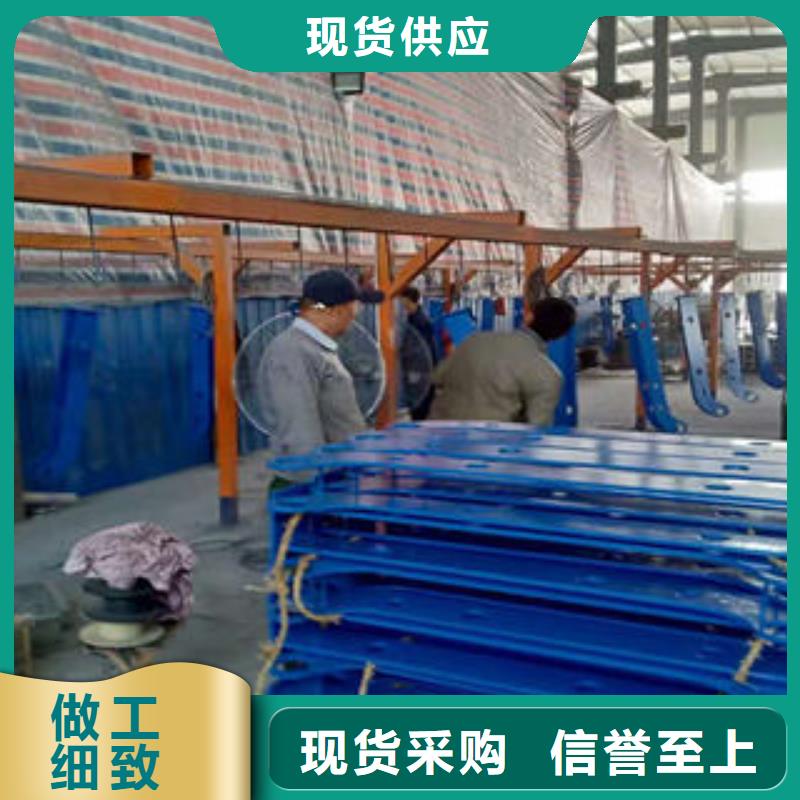
以下是护栏-护栏经验丰富的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:新乡红旗护栏-护栏经验丰富的图文介绍

新乡红旗盛联管业有限公司坚持“诚实守信,互补共赢”的经营理念,以优惠的价格,贴心的服务,真诚与社会各界有识之士合作,共谋发展。
由于 不锈钢复合管价格浮动的因素,加上网络上同行恶性报价的竞争,使得我们公司 不锈钢复合管产品价格无法准确地展示给客户,只是标出了参考性价格,如果您对我们公司的 不锈钢复合管感兴趣,请在网上留言或直接拨打电话,我们工作人员将在较短时间内为您报价。


焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。



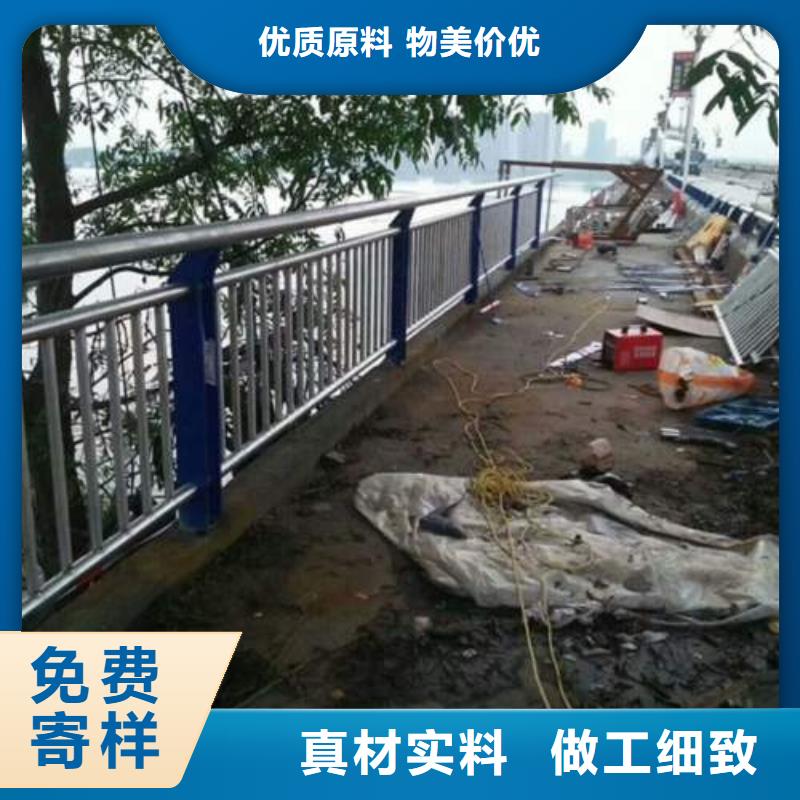
我们也曾经看到这样的由于护栏的比拟差,对游客的构成了要挟,并发作了一些令人十分难过的事故。所以,关于景区护栏的选择我们一定不能漫不经心,特别是在一些可能损伤游客的位置,我们都应该运用不锈钢复合管予以上的保证。
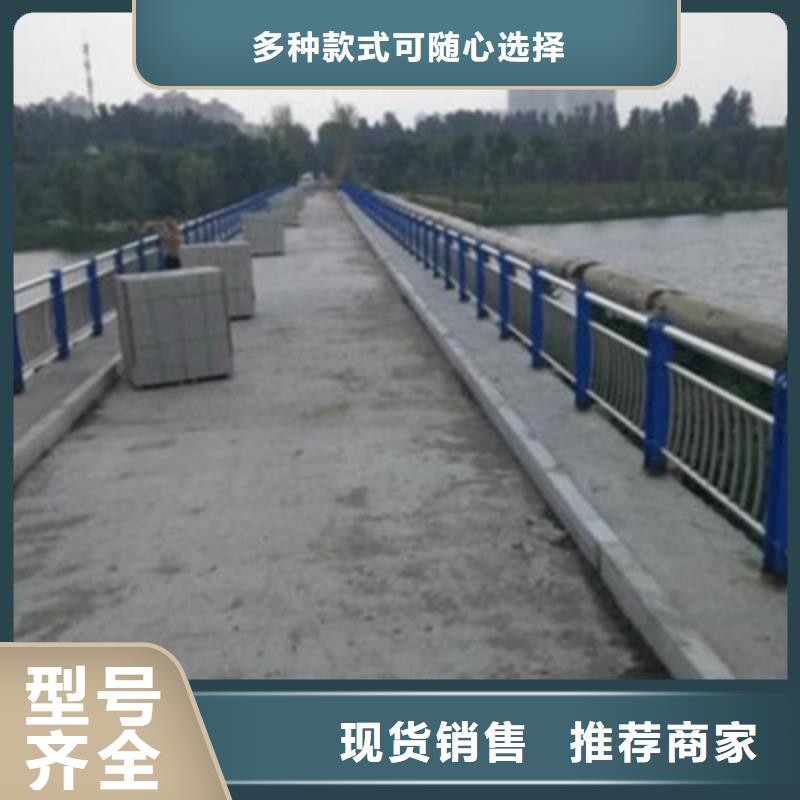
除此之外,不锈钢复合管还可以运用于哪些方面呢。公路护栏能够说是其的另一个应用范围。我们都晓得公里护栏是个人保证行驶的一个重要要素。假定运用这一类产品,那么在完成防护的同时,其又可以发挥一定的装饰作用,美化四周的公路。
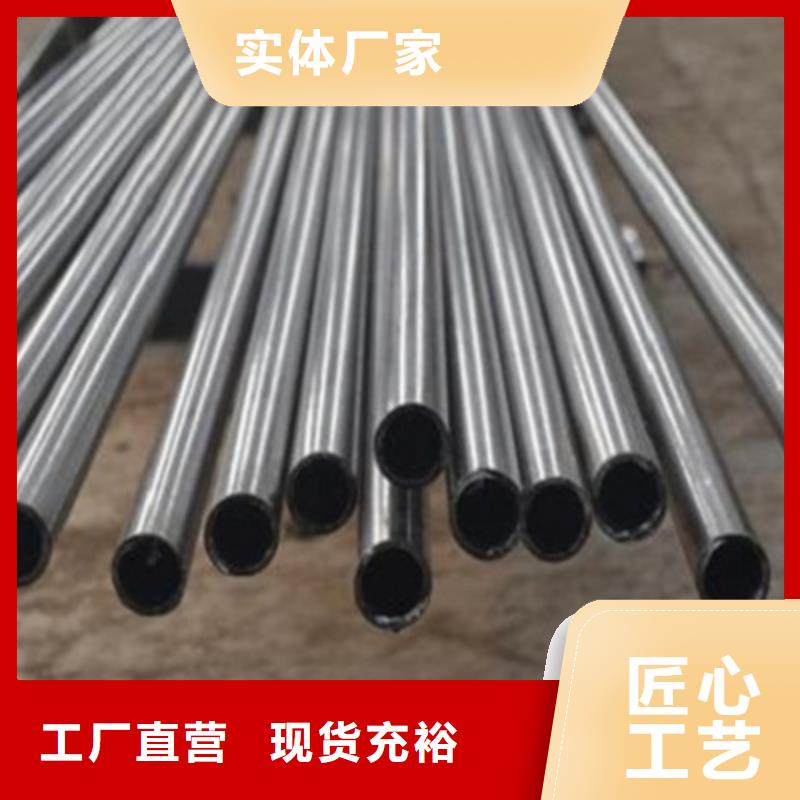
这是为什么。这类产品具有怎样样的优势呢。首先,不锈钢能够说是为大家所熟习的一种资料,运用这类资料制造而成的产品常常具有一定的保证。而这种资料就是不锈钢复合管制造中不可或缺的一局部原料。其还采用了钢这种特殊金属资料。
终制成的产品不只仅具备不锈钢产品表面的出色性以及耐磨等等的特性,更具有碳素钢的强度以及抗弯性质。其次,在生活中的各方面,我们都在倡导节能。在钢管的选择中,我们人人都有义务来对我们所生存担任,我们更应该为社会节能奉献出本人微薄的力气。
无论是从产品的外形以及款式,还是从产品材质来说,我们完好有理由选择不锈钢复合管。那么,与普通的钢管相比,其存在哪些性能或者外观上的区别呢。普通来说,普通的钢管运用的都是铁作为制造的资料。确实,这种材质的产品普通都具有良好的稳定性。
除此之外,不锈钢复合管还可以运用于哪些方面呢。公路护栏能够说是其的另一个应用范围。我们都晓得公里护栏是个人保证行驶的一个重要要素。假定运用这一类产品,那么在完成防护的同时,其又可以发挥一定的装饰作用,美化四周的公路。
这是为什么。这类产品具有怎样样的优势呢。首先,不锈钢能够说是为大家所熟习的一种资料,运用这类资料制造而成的产品常常具有一定的保证。而这种资料就是不锈钢复合管制造中不可或缺的一局部原料。其还采用了钢这种特殊金属资料。
终制成的产品不只仅具备不锈钢产品表面的出色性以及耐磨等等的特性,更具有碳素钢的强度以及抗弯性质。其次,在生活中的各方面,我们都在倡导节能。在钢管的选择中,我们人人都有义务来对我们所生存担任,我们更应该为社会节能奉献出本人微薄的力气。
无论是从产品的外形以及款式,还是从产品材质来说,我们完好有理由选择不锈钢复合管。那么,与普通的钢管相比,其存在哪些性能或者外观上的区别呢。普通来说,普通的钢管运用的都是铁作为制造的资料。确实,这种材质的产品普通都具有良好的稳定性。


内衬不锈钢复合钢管中的外层钢管是采用按GB/T3091-2001低压流体保送用焊接钢管消费的焊接钢管、或按GB/T8163-1999保送流体用无缝钢管消费的无缝钢管、或按SY/T5037-2000消费的螺旋缝埋弧焊钢管消费的螺旋缝焊管。保送石油自然气的内衬不锈钢复合钢管的外层钢管,是按GB/T9711-1997石油自然气保送钢管交货技术条件中止消费的。
焊接钢管或无缝钢管的抗拉强度都不小于335MPa,伸长率不小于15%,保送自然气和石油的内衬不锈钢复合钢管的外层钢管伸长率抵达25%,钢管都经过0MPa以上的水压实验,并经过规则的弯曲实验或压扁实验。按GB9711消费的输气、输油钢管,还要中止断裂韧性实验、金相检验、拉伸实验和较度的耐压实验。
在外层钢管内复合不锈钢管后使总壁厚,强度,不只可用于民用输水、输气,并可用于保送用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度牢靠性。焊接内衬不锈钢复合钢管之间能够采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接钢管或无缝钢管的抗拉强度都不小于335MPa,伸长率不小于15%,保送自然气和石油的内衬不锈钢复合钢管的外层钢管伸长率抵达25%,钢管都经过0MPa以上的水压实验,并经过规则的弯曲实验或压扁实验。按GB9711消费的输气、输油钢管,还要中止断裂韧性实验、金相检验、拉伸实验和较度的耐压实验。
在外层钢管内复合不锈钢管后使总壁厚,强度,不只可用于民用输水、输气,并可用于保送用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度牢靠性。焊接内衬不锈钢复合钢管之间能够采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。

在新乡市红旗区采买护栏-护栏经验丰富到盛联管业(新乡市红旗区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-【18954482233】。
产品





产品分类
其他新闻
- 景观护栏生产厂家 2025-08-31
- 定做紫薯苗的厂家 2025-08-31
- 无缝方管-无缝方管欢迎选购 2025-08-31
- 钢管价格低出货快 2025-08-31
- 优质的水下电焊厂家 2025-08-31
- 2025实体厂家#相册#来电优惠 2025-08-31
- 劈裂机量大从优 2025-08-31
- 防撞护栏天天低价 2025-08-31
- #厚壁无缝钢管#厂家现货 2025-08-31
- 优惠的铝板正规厂家 2025-08-31
- 不锈钢管、不锈钢管生产厂家—薄利多销 2025-08-31
- 买精密光亮无缝管必看-规格全 2025-08-31
- 销售圆钢-千百顺钢铁贸易有限公司 2025-08-31
- 不锈钢复合管本地批发 2025-08-31
- 钢管工艺先进 2025-08-31
联系方式