公司新闻
发货及时的复合管批发商
发布时间: 2022-08-14 14:04:20 更新时间: 2025-08-29 12:24:58 ip归属地:盐城,天气:晴,温度:26-35 浏览:1次
以下是:盐城市盐都区发货及时的复合管批发商的产品参数
【俊邦 】持续拓展产品矩阵,现有滨海不锈钢复合管栏杆实力见证、阜宁不锈钢复合管栏杆当地厂家值得信赖、建湖不锈钢复合管栏杆生产加工、射阳不锈钢复合管栏杆实力雄厚品质保障等,满足不同场景需求。发货及时的复合管批发商,俊邦金属材料 (盐城市盐都区分公司)为您提供发货及时的复合管批发商的资讯,联系人:张经理,电话:【15865760886】、【15865740226】。 江苏省,盐城市,盐都区 盐都区源于古盐城县,历史悠久,1983年撤销盐城县,设立盐城市郊区,1996年设立盐都县,2004年撤销盐都县,设立盐都区。
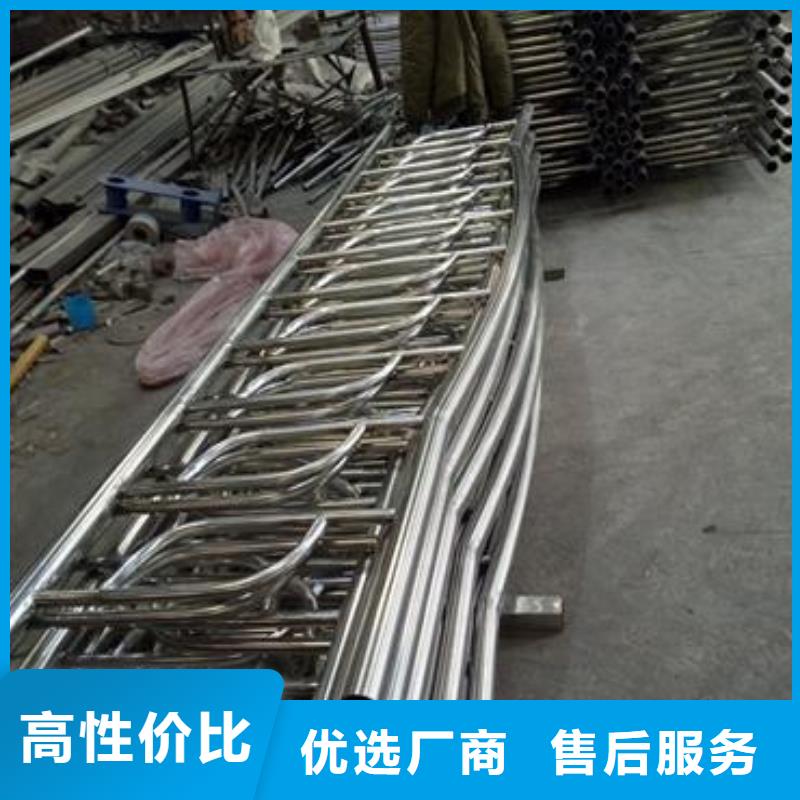
发货及时的复合管批发商视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:盐城盐都发货及时的复合管批发商的图文介绍
复合层的完全熔焊问题。为达到良好的焊接效果,正确的焊接方法是:焊前准备焊接前将接触层的油漆、污垢及氧化层等清理干净,以免焊接过程中杂质受热会分解成H2O和CO2。焊前还要对基层和复合层进行预热。预热采用电加热方法,以对口中心线为基准,两侧不小于壁厚3倍,且不小于50mm,并防止过热。焊接过程先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。3)点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。


不锈钢复合管于2002年标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,不锈钢复合管的分类、代号、尺寸、外形、质量及允许偏差、技术要求、试验方法、检验规则、标志、标签、包装和贮存。本标准适用于市政设施、车船制造、道桥护栏、建筑装饰、钢结构网架、医疗器械、家具、一般机械结构部件等不锈钢复合管。不锈钢抛光管算不算不锈钢钢管?不锈钢抛光管、抛光不锈钢管具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处理硬化现象(非磁性)、钼和碳含量很低,在海洋和点状腐蚀电阻的化学工业环境大大优于304不锈钢。(316 l低碳、高氮高强度的316n,316不锈钢硫磺含量较高,易切削不锈钢)。



钢管顺轧制方向的冲击韧性,而垂直轧制方向冲击韧性,两者相差数倍。螺旋缝焊钢管韧性的薄弱环节避开了主应力,但直缝钢管的韧性薄弱环节正好是主应力作用的部位。随着铁价的下降,内外涂塑复合钢管的的价格也有所下跌,在内外涂塑复合钢管的发展上有什么特点呢?今天和大家讨论的就是这个方面的问题,让更多的人了解内外涂塑复合钢管。我们不可否认,内外涂塑复合钢管本身具有强大使用性能,也受到消费者广泛欢迎。但是,目前来说,在内外涂塑复合钢管行业仍然存在很多的问题。而内外涂塑复合钢管如果要想发展,必然要不断的克服这些阻碍。由此可见,塑钢管发展是一个螺旋式前进的过程。内外涂塑复合钢管现存问题主要为:,加工粉末处理不当,对环境和工人带来的不利。第二,在长度较短的的内外涂塑复合钢管加工上的局限性。第三,内外涂塑复合钢管的端口防腐目标还没有实现。针对以上暂时存在的问题,认为内外涂塑复合钢管行业还需要继续改革。



盐城盐都俊邦金属材料 有限公司先后引进了美国、德国、日本、澳大利亚等的先进技术和工艺,建立了先进的 不锈钢复合管栏杆生产线和现代化检测厂地,并成立了 不锈钢复合管栏杆研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 不锈钢复合管栏杆生产和出口厂地。


焊接过程先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。3)点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。5)焊丝不能与钨级接触或直接深入电弧的弧柱区,防止破坏电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。



在盐城市盐都区采购发货及时的复合管批发商请认准俊邦金属材料 (盐城市盐都区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-【15865740226】)。
其他新闻
- 2025质量可靠##无缝钢管##厂家批发 2025-08-29
- 不锈钢板厂家-性价比高 2025-08-29
- 合金27SiMn质保2年 2025-08-29
- 生产无缝钢管的厂家 2025-08-29
- 复合管施工厂家 2025-08-29
- 优选:桥梁护栏公司 2025-08-29
- 不锈钢碳素钢复合管护栏质量上乘厂家 2025-08-29
- 景观护栏长期有效 2025-08-29
- NM360耐磨板定制-NM360耐磨板厂家 2025-08-29
- 诚信的压花铝厂家 2025-08-29
- 排沙泵值得信赖的厂家 2025-08-29
- 耐候板批发零售 2025-08-29
- 方矩管-质量保证 2025-08-29
- 耐磨板供应商 2025-08-29
- 铝方通实力厂家,让您放心 2025-08-29
产品












联系方式