厚壁无缝钢管实体厂家-放心选购


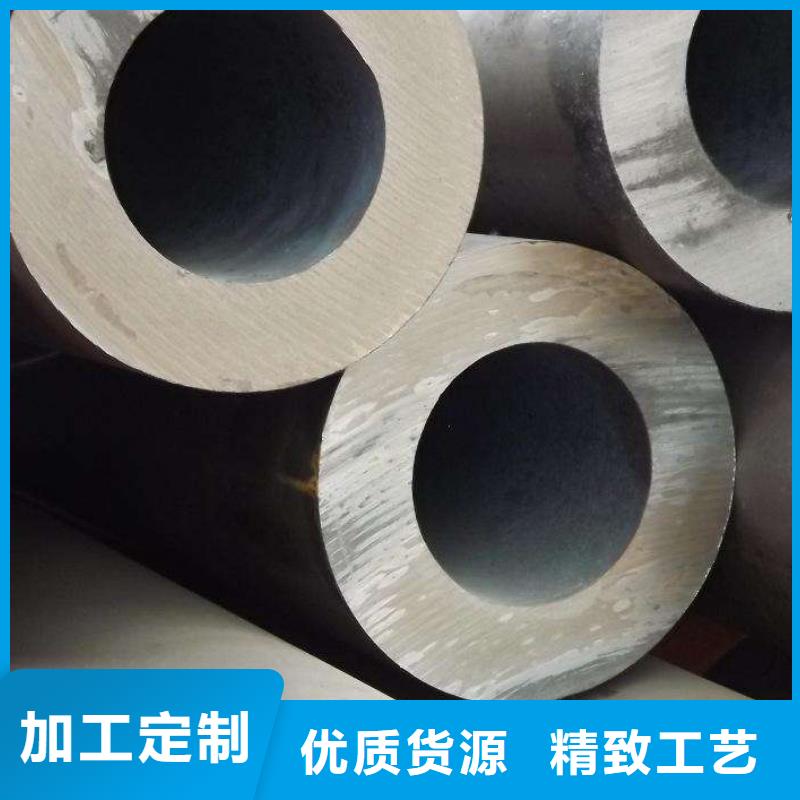
某型号产品中的贮油缸筒体,该零件具有以下特点:
①体是由51mm×3mm钢管经旋压封口而成;②在简体壁多处局部由塑性胀形加工而成的向外凸包或扩径段,凸包或扩径段构成缸筒,局部外径尺寸公差为1T10或IT12。因此,该简体的胀形加工属超长径比厚壁钢管的精密胀形。
工艺分析
(1)该零件长度较大,成形部位分布在简体的不同部位,成形部位的位置尺寸又受到旋压封口的影响,如果在封口后胀形,将会造成局部胀形部位位置尺寸不准,而且模具设计困难。
(2)该零件成形部分的形状尺寸差别较大。既有整体成形,又有局部成形,而且,局部成形部分尺寸差别较大,如果一次成形出所有成形部分,必然会造成模具设计的困难和加工的困难,而且成功的把握性很小。
(3)该零件属超长径比厚壁钢管,所需成形力较大。在金属塑性加工中,该零件的成形适合胀形工艺。胀形工艺一般可分为刚性胀形与软凸模胀形刚性胀形适用胀形力较大,但模具结构复杂,且受模具结构与强度设计的限制,一般适用于零件长径比较小及相对料厚较溥的零件成形,而该零件长径比较大,属细长零件,若采用该方法,模具的强度和刚性都难以保证。软凸模胀形适合长径比较大的零件,其模具结枃较简单,但受软凸模材料性能的限制,一般只适用成形力较小的薄壁件的胀形加工。由于该简体材质为钢材,厚度较大,所需胀形力较大,所以采用软凸模胀形也无法达到该零件成形的需要,因此,该零件的成形具有较大的难度。
胀形工艺及模具结构
根据以上分析,要使该零件成形部分的位置准确,且不受封口部分的影响,那么零件的成形工艺应放在旋压封口之前进行,以成形的位置尺寸确定旋压尺寸,这样同时可避免成形力对旋压部分形状的影响.



嘉兴海盐星腾伟业金属材料有限公司为了更好地满足客户需求,严格控制采购、销售、仓储和运输四大过程。在质量方针“客户需求至上,环保,塑造 无缝钢管先锋,实现持续发展”的倡导下,我们借助于的运作、合理的价格、强大的配送设施,在 无缝钢管领域树立了良好的口碑,为广大用户搭建了集中采购、就近服务的资源讯息平台,并以厂方优惠价格,由用户休验品质,以提供服务为宗旨,坚持诚信、透明、公平、公正、合理的经营理念面向用户。


9 月至 12 月生产部门对 4 种牌号的钢管管坯材料经多炉次冶炼试制及扩容的验证,经理化检测满足使用性能要求。为此,将新研制 4 种牌号的钢管管坯材料纳入本标准的征求意见稿中。 2007 年 1 月初完成了 《 高温用锻造厚壁无缝钢管 》 标准征求意见稿讨论稿及编制说明。讨论稿在公司范围内组织有关专业工程技术人员进行了讨论,根据讨论意见再次进行了修改。在 2007 年 1 月底形成 l 卜式征求意见稿,发住相关单位及院所征求意见。 2007 年 4 月意见返回,反馈意见形成正式征求意见稿,发住相关单位及院所征求意见。
2 007 年 4 月意见返回,反馈意见中有 · 大部分意见都与新牌 GB / T5310 有关,为了与新牌 GB / T53 10 相协调,在新牌 GB / T53 10 审定,并形成报批稿后,根据 GB / T5310 (报批稿),结合各有关单位的反馈意见修改标准征求意见稿,形成现在讨论的审杳稿。
3 编制原则
3 . 1 本标准的技术指标应有一定的先进性及较强的科学性、适用性。 3 . 2 木标准的技术内容与同步正在修订的 GB5310 应协调 · 致。 3 . 3 标准的技术水平达到国内领先水平。化学成份中 S 、 P 含星应比国外同类先进标准控制更加严格。 3 . 1 木标准的编制应以 2006 年 3 月五大锅炉)‘联合市议通过的“高温用铸造厚峡无缝钢管”技术协议基础,补充完善,对新增技术内容进行验证考核。



确定探伤覆盖面
探头与标准试样确定后, 首先调整 探 伤 灵 敏度, 其次确定探伤钢管的覆盖率, 必须保证对钢管圆 周 110%的 全 扫 查, 才 能 对 批 量 的 钢 管 进 行 检测。 由于钢管壁厚较厚, 超声波在钢管内传播时衰减增大, 且锯齿形传播时的跨距较大, 导致钢管圆周方向的锯齿漏点面大。 为了保证超声波对钢管内缺陷 110%的扫查, 探伤时探头沿钢管圆周方向移
动的范围也应相应增大, 且要根据钢管外径的大小把整个圆周分为几个探测面。 根据经验一般至少要探 3 个圆周面, 从而保证整支钢管整个圆周上的纵向缺陷被全部探测到。 实际检测时, 每一次扫查前, 应在管端 1/3 圆周处做好标识, 每次扫查范围为钢管的 1/3 圆周, 且每次扫查应有 10%的覆盖面。
应用效果
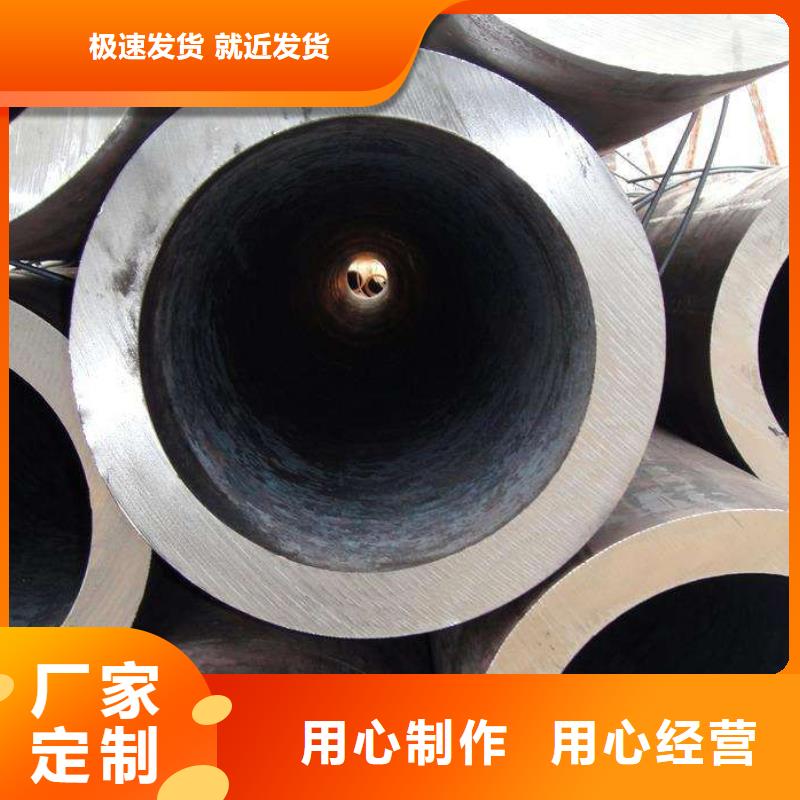
在实际探伤 Ф121 mm×36 mm 规格 45MnCrMo钢钻铤管时, 纵向内壁缺陷废品率较高, 对其取样进行理化检验分析, 结果为夹杂缺陷超标, 证实了此探伤方法的有效性。 同时, 缺陷分析结果也为改进生产工艺提供了理论依据, 通过在生产中采取有效措施, 避免了批量废品的产生。 近内壁 B 粗类夹杂物放大 100 倍后的局部形貌。
(1) 对于 t/D∧0.2 的超厚壁钢管, 采用变型横波斜射法能够很好地检测钢管中的纵向内壁缺陷。可用折射横波检测内壁的方法设计探头入射角, 但要清楚超声波在超厚壁钢管内的传播路径, 关键在于波形辨认, 以便对内外壁缺陷做出准确判断。
(2) 由于横波波束在钢管内传播时的锯齿漏点较大, 为了避免漏检, 探伤时应在整个圆周面上进行多次扫查。
(3) 实践证明, 采用变型横波斜射法检测超厚壁钢管纵向内壁缺陷的效果很好, 仪器调整方便,操作简单, 缺陷波重复性和稳定性好, 且无明显杂波影响, 能够满足现场探伤需要。

- 不锈钢护栏总部 2025-09-13
- 不锈钢复合管供货速度快 2025-09-13
- 聚合氯化铝现货上市 2025-09-13
- 65mn售后服务好 2025-09-13
- 不锈钢板厂家 2025-09-13
- H型钢现货全国配送 2025-09-13
- 河道栏杆-公司欢迎您! 2025-09-13
- 水泥发泡机-供应厂家 2025-09-13
- 无缝管 2025-09-13
- 值得信赖的马鞭草供货商 2025-09-13
- 落水系统生产基地 2025-09-13
- 快速接头生产商 2025-09-13
- 电动洒水车原厂直销 2025-09-13
- 不锈钢复合管护栏厂家批发 2025-09-13
- 无缝钢管品质优越 2025-09-13
产品








联系方式
