
以下是:北京市东城区珩磨管施工队伍的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 珩磨管施工队伍供应范围覆盖北京市、东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区等区域。 【九冶】持续拓展产品矩阵,现有密云精密管大量现货、怀柔精密管N年生产经验、平谷精密管现货充足等,满足不同场景需求。 北京市,东城区 东城区是北京文物古迹为集中的区域。辖区内拥有文物保护单位16处,占北京市的37%;市级文物保护单位60处,占全市的24%;区级文物保护单位57处。的新北京十六景中的“天安丽日”、“紫禁夕晖”,古老而又神秘的秘宗禅林雍和宫、元明清三代的学府国子监,“左祖右社”的太庙、社稷坛、探索天空奥秘的北京古观象台、鸣金擂鼓报时台的钟鼓楼、正气浩存的文天祥祠、北大红楼等早已名扬海内外,此外还有毛泽东、茅盾、老舍、宋庆龄等一批名人故居。此外还有北京居民四合院。
我们的珩磨管施工队伍视频现已上线,解锁产品新视界,视频带你一探究竟!以下是:北京东城珩磨管施工队伍的图文介绍
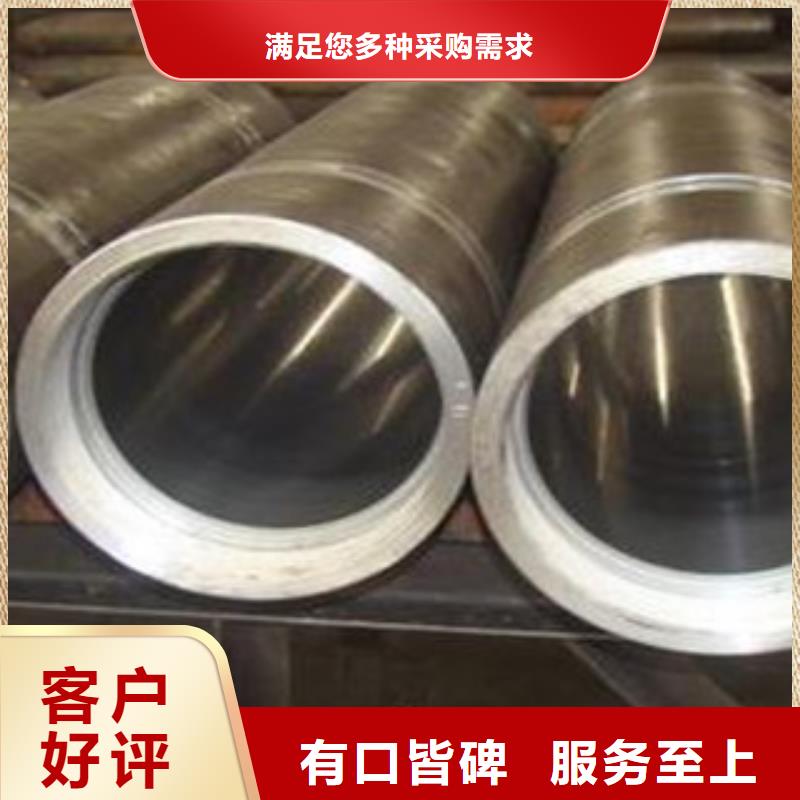
绗磨管加工工艺原理
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。
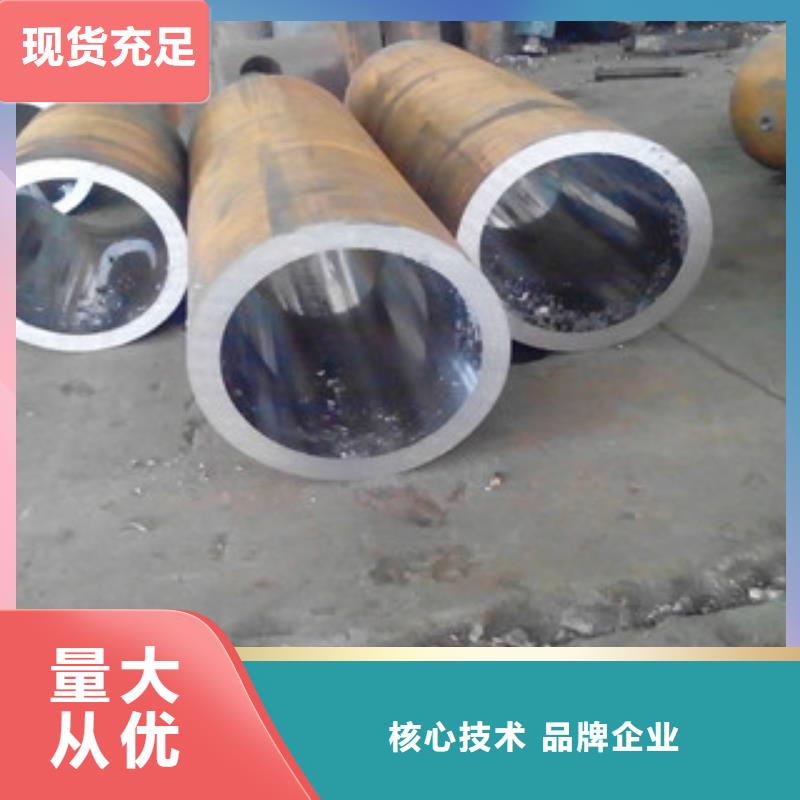
怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
如何给珩磨管设置定压
1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒尖端切削。因而磨粒尖端负荷大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管
3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。了解珩磨管的属性范围
北京东城九冶管业有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“北京东城质量奖”、“北京东城产品”、北京东城“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 精密管设计理念和制造技术的基础上,全力对 精密管进行改型设计,与国际同类产品接轨,占领市场制高点。










