

以下是:广西省柳州市无缝钢管厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 无缝钢管供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 城中区、鱼峰区、柳南区、柳北区、柳江区、柳城县、鹿寨县、融安县等区域。 【星腾伟业】业务覆盖多领域场景,主营融安无缝钢管现货实拍、柳北无缝钢管批发价格、防城港无缝钢管品牌专营、梧州无缝钢管准时交付等产品服务。无缝钢管厂家,星腾伟业金属材料(柳州市分公司)专业从事无缝钢管厂家,联系人:任威,电话:【0635-8885600】、【18865278086】,以下是无缝钢管厂家的详细页面。 广西壮族自治区,柳州市 柳州市,简称“柳”,广西壮族自治区辖地级市,省域副中心城市,国务院批复确定的广西壮族自治区中部重要中心城市。II型大城市,三线城市,位于广西壮族自治区北部,地处北纬23°54′13″~26°03′13″,东经108°35′12″~110°10′20″之间,属亚热带季风气候,总面积18596平方千米。截至2022年末,柳州市常住人口419.12万。截至2023年3月,柳州市辖5个市辖区,3个县、2个自治县,市人民政府驻城中区文昌路66号。
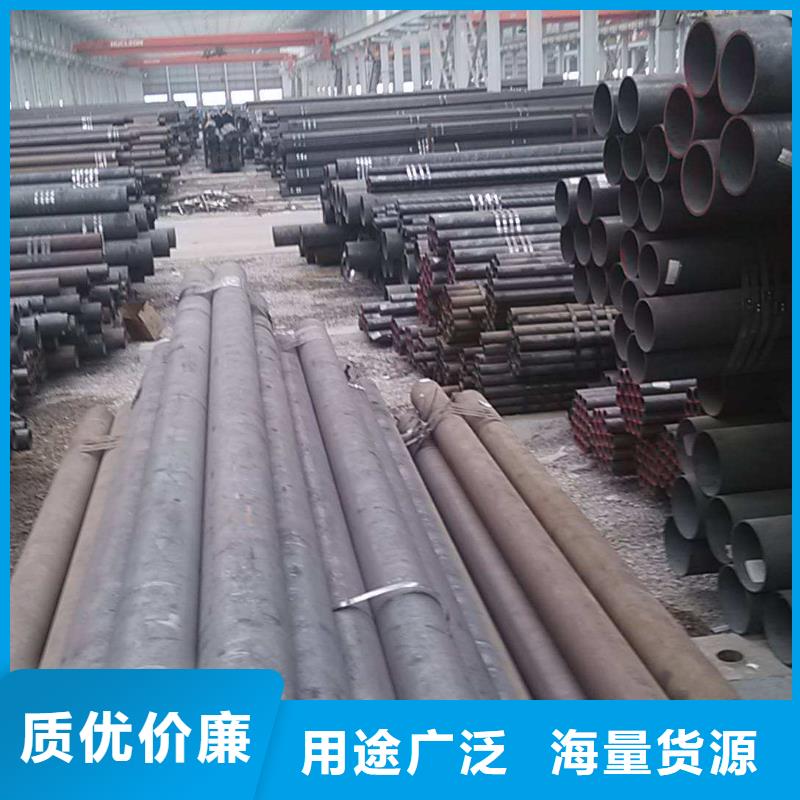
想要更直观地感受无缝钢管厂家产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:广西柳州无缝钢管厂家的图文介绍
众所周知,试样的几何因素是个重要因素。但各企业对拉伸试验的几何尺寸,形状等的规定却存在差别,因此有必要对此进行探讨,便于各生产单位和使用单位之间的相互了解。本文对试样的形状变化、宽度变化、不同平行长度对拉伸试验性能的影响进行了讨论;同时用光弹方法研究了板状样过渡圆弧半径及试样夹持部位等因素对拉伸试验结果的影响。
一、试验材料及实验条件
试验材料分别为薄板08Al、08F;中厚板X60、A3钢。均经化学成分检验,符合标准要求,加工试样精度符合GB 6397-86 金属拉伸试验试样标准, 要求拉伸试验在 材料试验机上进行。十字头速度恒定为10mm/min;引伸计符合ASTM E83C级要求;标距划线机线间长度误差小于0.1mm;光弹试验在光弹议上进行。
二、试验结果和讨论
1.试样对拉伸性能的影响
按照GB/T228-2010 金属拉伸试验标准要求,中厚板既可取保留原表面的板状试样,也可制成棒状试样测试拉伸性能。为表明二者是否存在差异,我们将X60(8mm厚)和A3(10mm厚)钢板分别制成带头板状样和直径为5mm的棒状试样进行实验。采用短比例试样。
结果表明:两种形状的试验结果是有差异的。棒状试样的应力σ5较板状试样高得多。我们认为原因在于;棒状试样经加工,表面光滑,缺陷少;而板状试样两表面均为直接轧制面,表面缺陷相对多一些。另外,两种试样在拉伸时的应力和应变状态也有差异。棒状试样的派生应力σ2=σ3,ε2=ε3,四周缩变均匀,而板状试样σ2≠σ3,ε2≠ε3,也造成的试验的结果不同。
2.试样宽度对拉伸结果的影响
板状拉伸试样的宽度,在其他因素相同的情况下,宽度保准也大不相同。为明确试样宽度对拉伸机械性能的影响。我们分别取08Al冷轧板和08F热轧板进行比较研究。
试样基本尺寸符合标准要求,固定其他尺寸,变化试样宽度。
结果表明:在固定标距的情况下,随试样宽度增加,σ0.2或(σs)和σb有下降趋势。我们认为:其原因在于随着试样宽度的增加,派生应力σ2增加,试样由单向拉伸逐渐转向平面应力状态,从而使参加流变的材料逐渐增多之故。
3.平行长度对板状试样拉伸性能的影响
一般都认为:平行试样长度越长,材料变形越均匀,伸长率就越大。但在实际工作中得出的结论却并非完全如此。同时平行长度的增大引起试样重量的增加,对材料也是一种浪费,因而需要明确一个范围,在不同 的标准中,我们同样发现平行长度有差异,如有l0+b/2, l0+b, l0+2b, (b为试样的宽度)。为进一步明确平行长度对拉伸试样机械性能的影响,我们用08Al冷轧板研究了这一问题。
试样尺寸符合标准要求,固定其他尺寸,变化试样平行长度。
所谓冷拔,就是在不加热的情况下对金属共建用冷拔机拔长,优点是不用在高温下进行,缺点是残余应力较大,且不能拔得太长冷拔可提高韧性和抗拉强度得到较好的力学性能。
冷拔(轧)无缝钢管流程:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拉和冷拔的区别:
冷拉和冷拔是金属冷加工的两种不同的方法,两者并非一个概念。冷拉指在金属材料的两端施加拉力,使材料产生拉伸变形的方法;冷拔是指在材料的一端施加拔力,使材料通过一个模具孔而拔出的方法,模具的孔径要较材料的直径小些。冷拔加工使材料除了有拉伸变形外还有挤压变形,冷拔加工一般要在专门的冷拔机上进行。经冷拔加工的材料要比经冷拉加工的材料性能更好些。
一、酸洗定义及分类
1、酸洗定义:酸类按照一定的浓度、温度、速度,用化学的方法去除氧化铁皮,称为酸洗。
2、酸洗分类:
按酸的种类分:硫酸酸洗、盐酸酸洗、硝酸酸洗、 酸洗。酸洗必须根据钢材的材质选用不同的介质,例如用硫酸和盐酸酸洗碳素钢,硝酸加 的混合酸酸洗不锈钢等。
按钢材的形状分:线材酸洗、锻件酸洗、钢板酸洗、带钢酸洗等。
按酸洗设备类型分:槽式酸洗、半连续酸洗、全连续酸洗、塔式酸洗
二、氧化铁皮的去除方法
氧化铁皮的去除方法:机械法、化学法和电化学法三大类
机械法:抛光法、滚磨法、高压水冲洗法、刷光法、喷(抛)丸法、喷砂法、破鳞法等。
化学法:即采用酸、碱等化学物质与钢材表面的氧化铁皮发生化学反应而去除氧化铁皮。
电化学法:酸洗时将浸入酸溶液中的钢材的两边通过电极通上直流电以加速氧化铁皮的去除。
三、酸洗的主要形式
目前,世界上采用的钢材钢酸洗方法主要有三种:即单件钢材酸洗法(钢板酸洗法、单卷酸洗法、单捆线材酸洗法)、连续酸洗法和半连续酸洗法。
单件酸洗法是一种原始、简单的酸洗方法,其特点是不需开卷,将整卷线材或松卷后的带钢钢卷进行酸洗,然后再吊放到水池中冲洗。由于酸洗质量差,生产效率低,尤其对环境的污染很大,目前被大力淘汰。
连续式酸洗是一种高产优质,发展较快的酸洗方法,它是通过在机组上设置焊机和活套装置,使工艺段在换卷时不停机,保证机组连续运行,但机组长,设备复杂,投资较高。连续式酸洗线主要有两种形式,分别是连续卧式酸洗机组和连续塔式酸洗机组。
半连续式酸洗是相对于单件式和连续式而言的,由于它不需设置焊机(或设置简易焊机如缝合机等)和大容量活套,因此,在换卷时要停机,这种方法适合于产量在20~90万t/a的生产。
可分为无缝钢管和有缝钢管,有缝钢管简称为直缝钢管。无缝钢管可用于各种行业的液体气压管道和气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道、电器管道等。
按钢管用途分
1、管道用管。如:水、煤气管、蒸汽管道用无缝管、石油输送管、石油天然气干线用管。农业灌溉用水龙头带管和喷灌用管等。
2、热工设备用管。如一般锅炉用的沸水管、过热蒸汽管,机车锅炉用的过热管、大烟管、小烟管、拱砖管以及高温高压锅炉管等。
3、机械工业用管。如航空结构管(圆管、椭圆管、平椭圆管),汽车半轴管、车轴管、汽车拖拉机结构管、拖拉机的油冷却器用管、农机用方形管与矩形管、变压器用管以及轴承用管等。
4、石油地质钻探用管。如:石油钻探管、石油钻杆(方钻杆与六角钻杆)、钻挺、石油油管、石油套管及各种管接头、地质钻探管(岩心管、套管、主动钻杆、钻挺、按箍及销接头等)。
5、化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。
6、其他各部门用管。如:容器用管(高压气瓶用管与一般容器管),仪表仪器用管、手表壳用管、注射针头及其医疗器械用管等。
按钢管材质分
钢管按制管材质(即钢种)可分为:碳素管和合金管、不锈钢管等。碳素管又可分为普通碳素钢管和优质碳素结构管。合金管又可分为:低合金管、合金结构管、高合金管、高强度管。轴承管、耐热耐酸不锈管、精密合金(如可伐合金)管以及高温合金管等。
广西柳州星腾伟业金属材料有限公司是一家以现代化高性能广西柳州--无缝钢管为主导产品,集科、工、贸为一体的大型厂家。可以为不同地区的客户快速生产,发运产品,并凭借多方面的资源优势及地域便利进行多产业发展。
本公司坚持“好工、好料、好产品,利国、利民、利大家”的经营宗旨,秉承“在全球创造财富,为全球贡献财富”的发展理念,为客户提供高性能广西柳州--无缝钢管产品及专业性技术支持,确保所提供广西柳州--无缝钢管产品能够符合并超过客户的期望。
产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。
我们无缝钢管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
在广西省柳州市采购无缝钢管厂家请认准星腾伟业金属材料(柳州市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:任威-【18865278086】)。















